The 7, our old Alco S-1, had one cylinder head rebuilt and changed out. It also had two other heads reseated all with new gaskets. The valves were reset, and the injectors cleaned. We also changed the belts to the rear traction motor blower and the field voltage generator. She got a brand-new set of batteries this spring and is operating as a 79-year-old locomotive should. The 7 will be used as a backup locomotive and will be pulling trains at some of our special events next year. Now will come paint and bodywork for the 7. I want to thank Bob Dischler for helping me with this project and David Wantz for making a coupler for the blower motor shaft.
As we work towards the completion of the Chicago & Northwestern 1385 steam locomotive rebuild, many things are in process. Currently, much of the work is focused on mounting and assembly. The Mid-Continent Railway Museum (MCRM) is excited to announce we have hired an additional locomotive specialist to support the work being done by SPEC Machine. MCRM has hired TJ Doyle. TJ comes with 20+ years of experience on locomotive rebuilding. He has worked for Kettle Moraine Railway and Mid-West Locomotive and Machine. TJ lives in the area and has winters off from his current career as an operating engineer. We look forward to his help and experience as we work to bring this project to completion.
NORTH FREEDOM, WIS. — The Mid-Continent Railway Museum is embarking on the full operational restoration of Great Northern No. 2313, a historic and one-of-a-kind gas-electric motor car originally built in 1925 to connect the rural communities of the Great Northern Railway. Deemed a Historic Mechanical Engineering Landmark in 2003 by the American Society of Mechanical Engineers, it will carry passengers over the Museum’s 7-mile heritage railroad once restoration is completed. With an estimated restoration cost of $300,000, volunteers and donations are welcome to support the project at midcontinent.org.
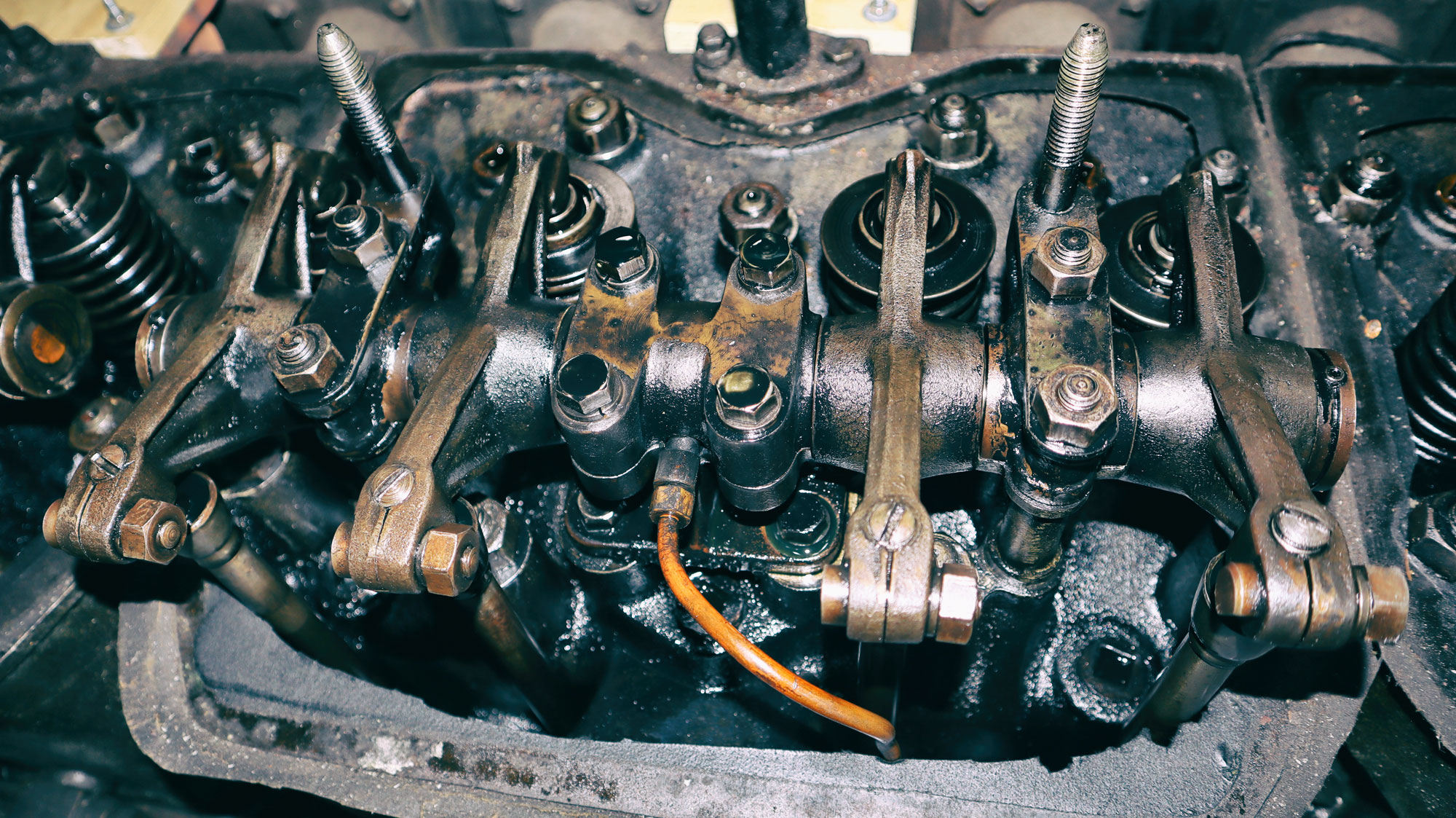
“Great Northern No. 2313 is already an important display piece, but we want to provide visitors with an immersive and moving experience that tells the story of railroad technology through the last century,” explained Rusty Schramm, project manager. “We have recently undertaken repairs to the roof, radiator, control system, and fuel tank, but the antique Winton engine has not operated since 1987, and will be our first major undertaking.”
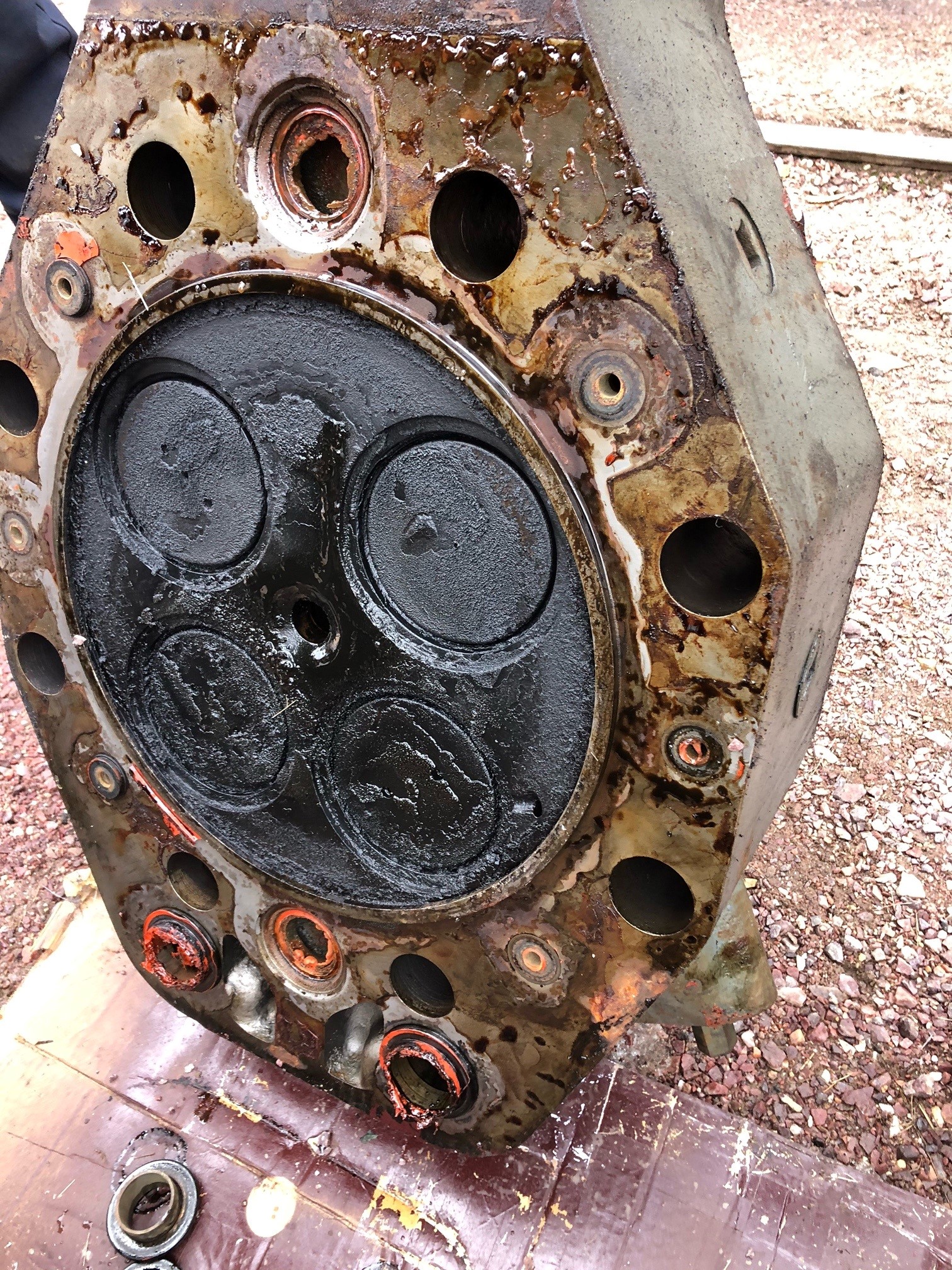
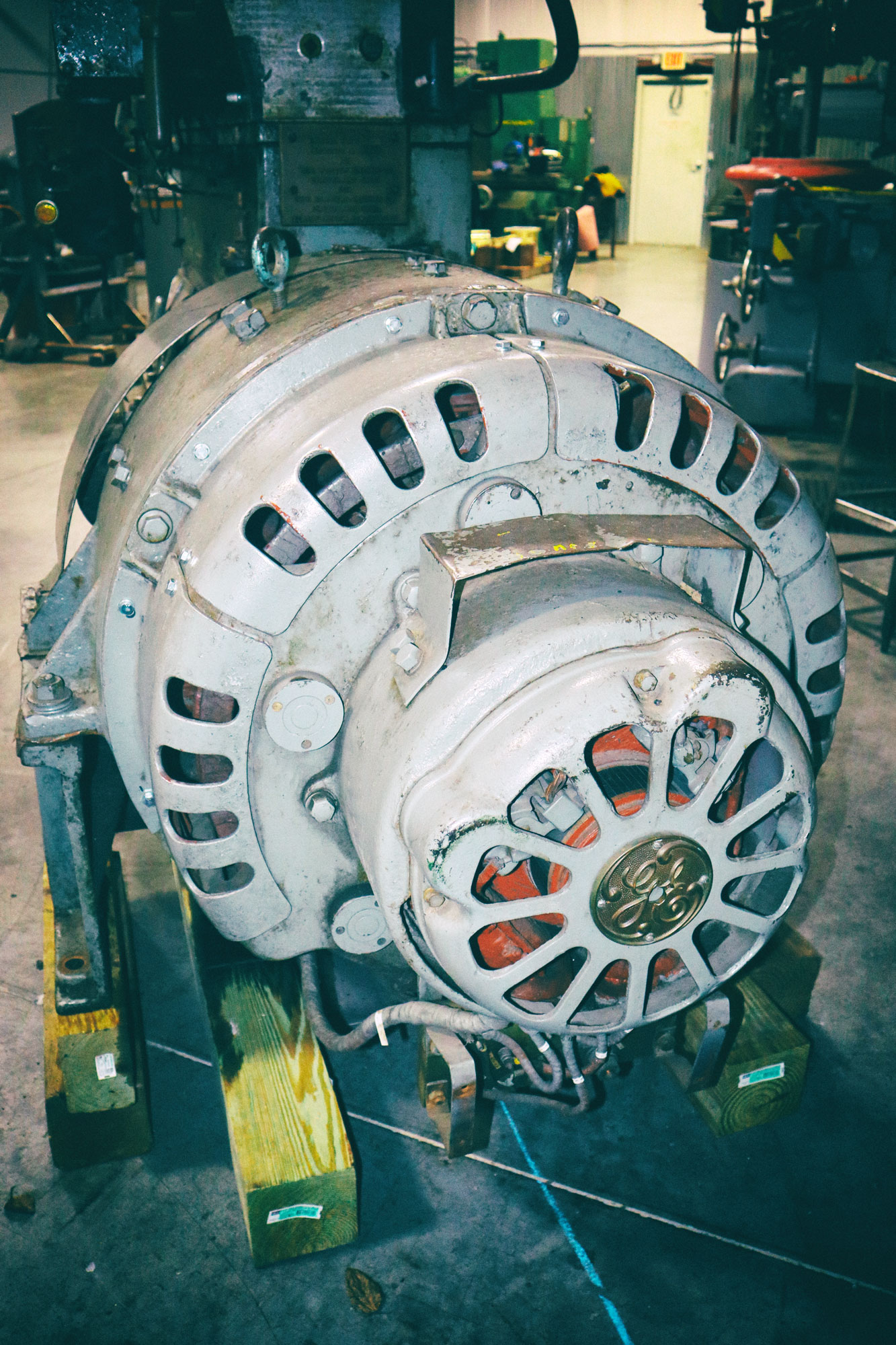
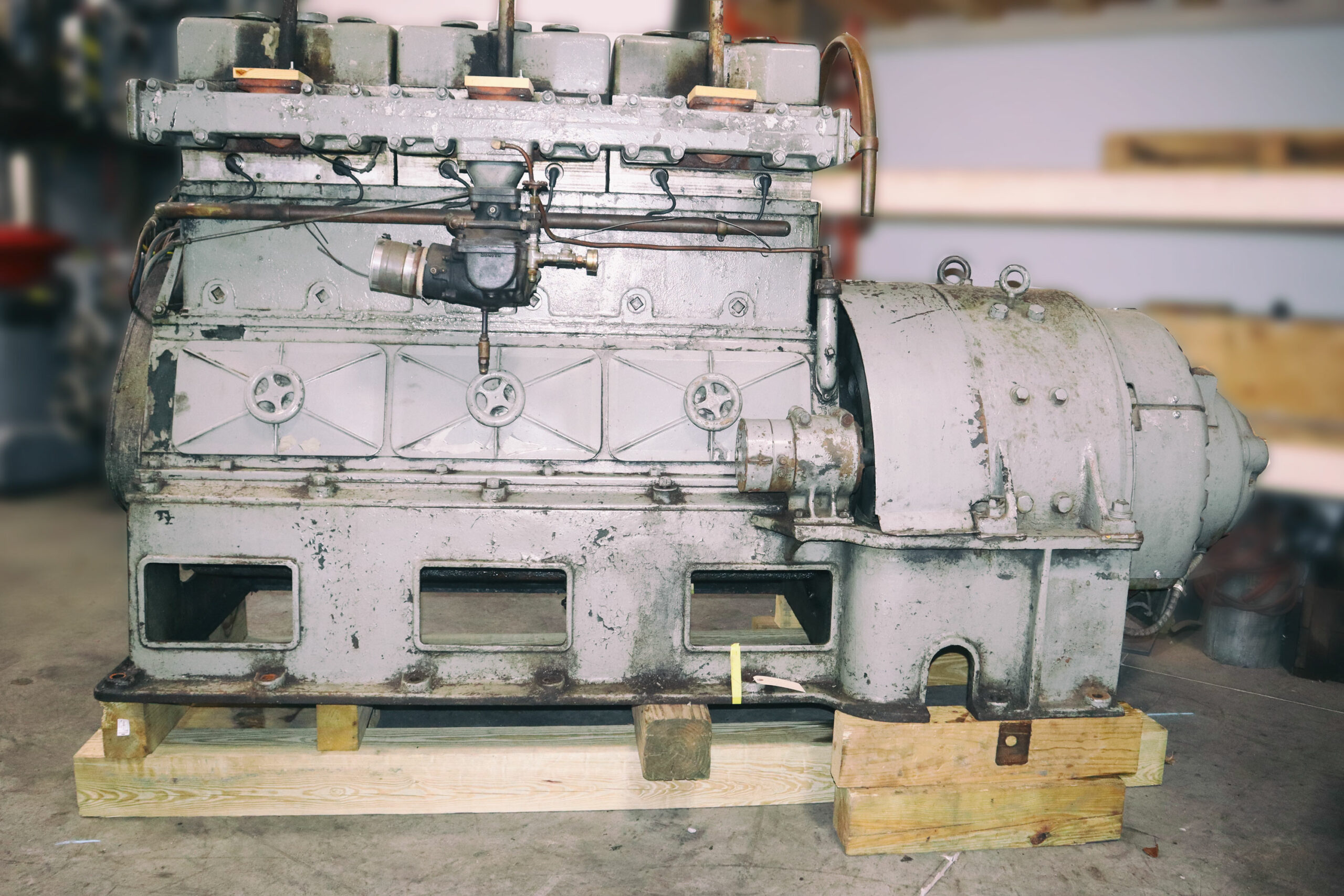
A precursor to the modern diesel locomotive, the motorcar was constructed in a partnership between Winton Engines and the Electro-Motive Company in Cleveland, Ohio. Mid-Continent has contracted with FMW Solutions, a rail preservation firm with experience in repairing vintage locomotives. “As someone who has spent my career dedicated to the maintenance and preservation of EMD locomotives, having the chance to oversee the restoration of this historic engine is a distinct privilege,” said FMW Senior Mechanical Associate and Winton Project Lead Allen Rider. “The engine / generator arrived at the FMW Tennessee machine shop earlier this month, and we will begin the initial disassembly and inspection in the coming weeks.”
After completing the initial inspection and assessment, FMW will work with Mid-Continent to formalize a restoration plan. The restoration will take place at FMW’s Soddy-Daisy facility, which hosts a complete machinery and fabrication shop that can handle the restoration work. The restoration of the engine is further aided by a large cache of original, new-old stock Winton Engine components that have been donated to Mid-Continent.
“Our goal is to have her up and running in time for her centennial in 2025,” says Schramm. “It’s a worthwhile goal and achievable with donations and volunteer help.”
GREAT NORTHERN NO. 2313 HISTORY
Motorcars of the era combined elements of a locomotive, baggage car, and passenger car all into a single vehicle and were often used to replace a two-or three-car steam-powered passenger train, greatly reducing maintenance as well as lowering the number of crewmen needed to operate the train from four or five down to just two. When the Great Northern began using the gas-electric motor car, it reduced costs for the route by 50% as well as reduced travel time compared to the train it replaced.
The development of the early gas-electric motor cars like the one at Mid-Continent directly contributed to the development of diesel-electric locomotives in the years that followed. The same basic technology that powers most of America’s trains today can be seen in its rudimentary form aboard the motor car. Prior gas-electric motor cars had separate controls for the gasoline and electrical controls, but the Hermann Lemp control system used on the #2313 replaced this with a single lever system that was simple enough that a steam locomotive engineer could comfortably use it—an important consideration in the transition from steam to gas-electric and later diesel-electric locomotives.
Motor car No. 2313 was donated to Mid-Continent Railway Museum in 1966 by the Great Northern. It was occasionally used to give rides over the years at the museum and was a featured exhibit at the locomotive manufacturer’s 50th anniversary in 1972, where at least 10,000 people toured the motor car. Since then, it has remained an important, albeit non-operational display piece at the museum.
Sometime after the first part of 1942, the C&NW changed the “face” of 1385. They were required to. The steps from the front bumper beam to the smokebox of the engine were changed to conform with a mandate from the Interstate Commerce Commission. The ICC was the federal board governing, amongst other things, the interstate dealings of the railroads from 1887 to 1996 and what was left of the ICC became the Surface Transportation Board thereafter. The range of the many things under their purview included safety appliances and devices on rail equipment and one of those things was the runboard steps on the front end of locomotives.
This update will be using “runboard” as that is the terminology the C&NW uses throughout their drawings for 1385, although the components are known by numerous other names, including running boards, foot boards, and tread plates. You will note the portion of the drawing below was issued January 12th, 1942, and elsewhere on a portion of the drawing not shown states “For all R-1 class engines with old boilers.” The 1385 is indeed an R-1 class and has what the C&NW called the old boiler.
A best guess of the reasoning behind this requirement is that it made it so all vertical spaces between steps on the runboard would have a solid plate so a person’s foot could not slip between steps.
Here is a photo of sister engine C&NW #1402 showing one of the R-1 class step designs before the ICC required modifications.
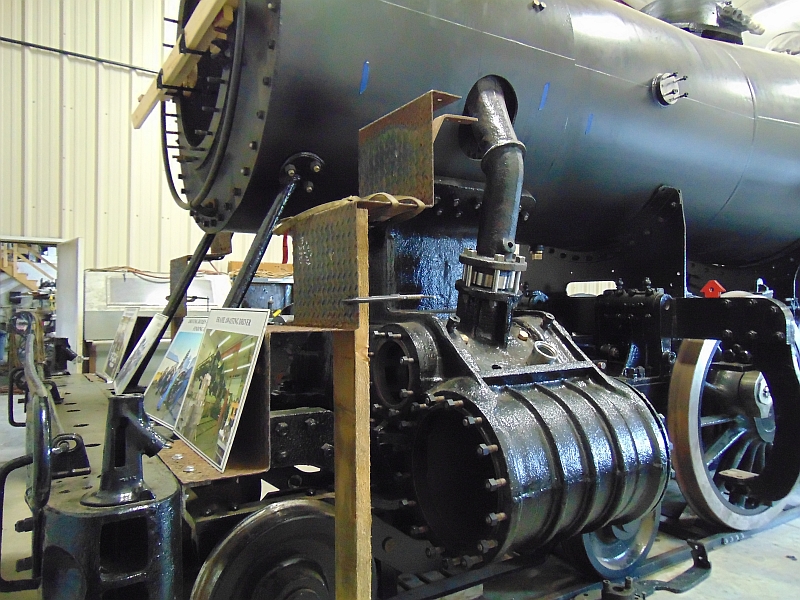
Below, we see the old steps propped up into place to be able to check alignment and attachment.
On the engineer’s side you can see how warped and cracked the attachment edge of the original step has become.
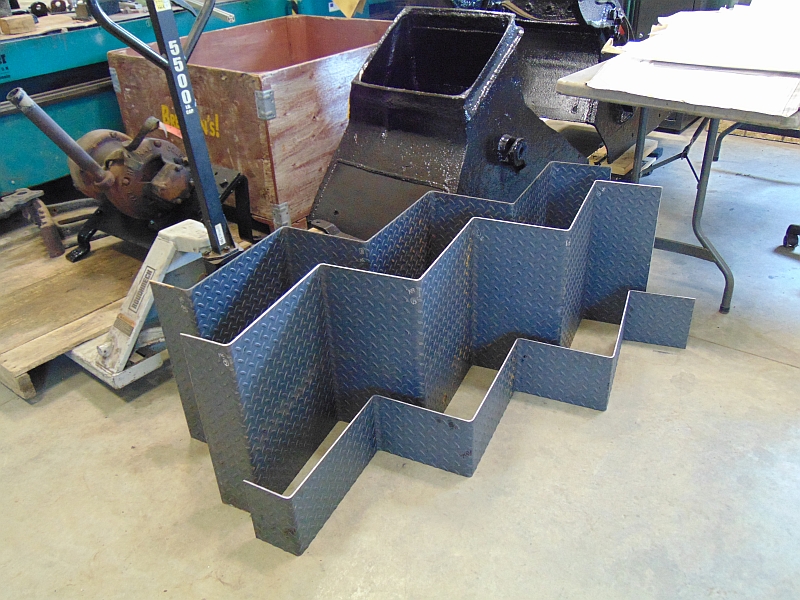
A new plate of steel was purchased, sheared, and bent to form the replacement steps.
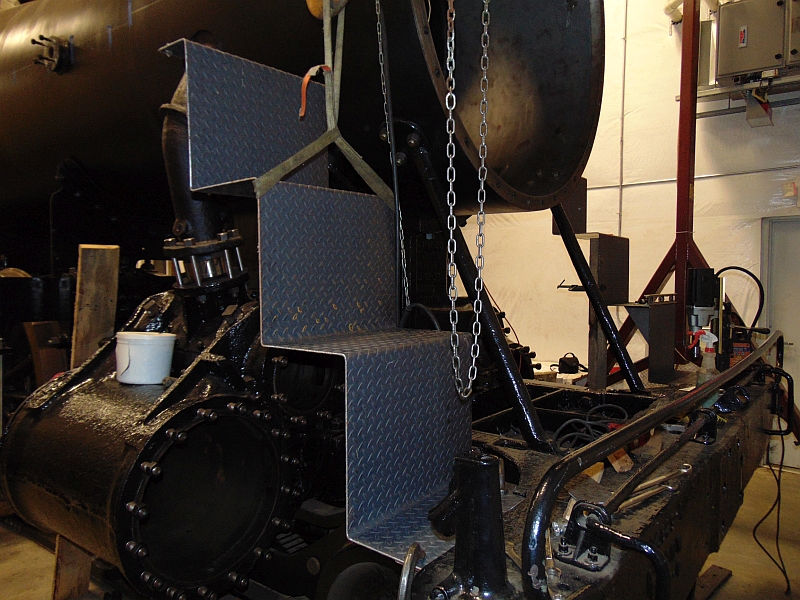
Here, we see the new engineer’s side step has been trimmed to fit the bumper beam and is clamped in place, ready to be drilled for the mounting bolts.
On the fireman’s side the magnetic base drill has already made the holes and the bottom mounting bolts are in place.
The runboards that get attached to the smokebox and connect to the steps discussed in this update will be the next pieces of the puzzle to receive attention.
Donate to the 1385 Restoration Fund
The Chicago & North Western #1385’s restoration relies heavily on donations. We’d love to bring this piece of history back home to Mid-Continent and have it running again. If you like seeing these updates and would like to help bring this project to fruition, please consider donating!
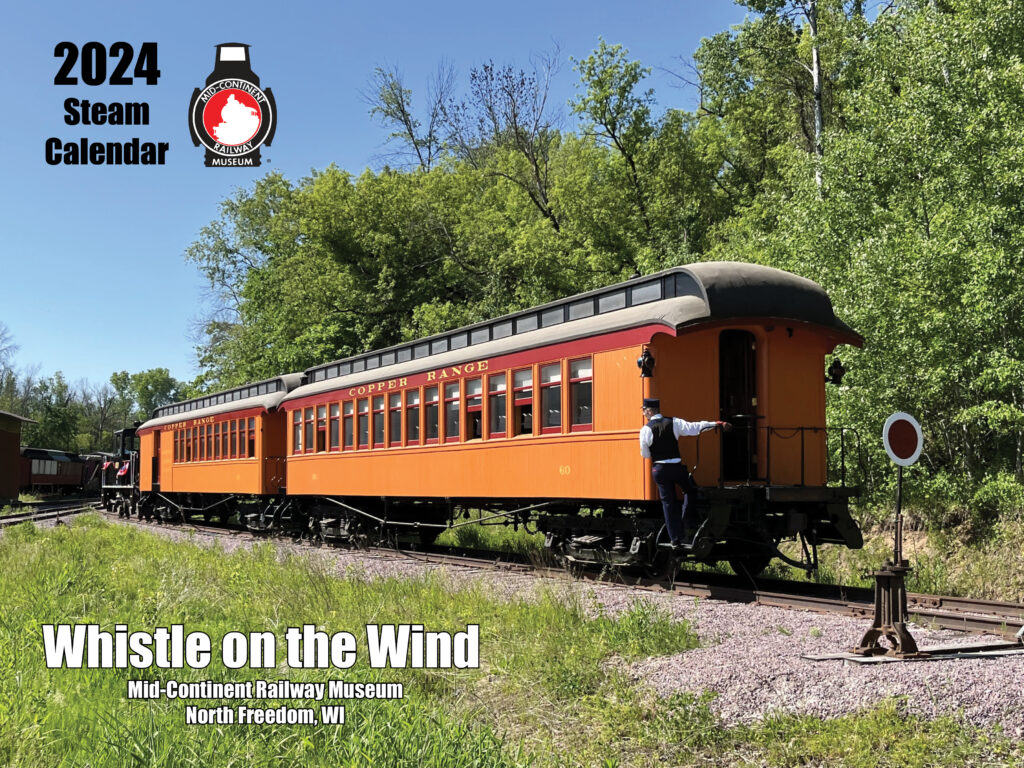
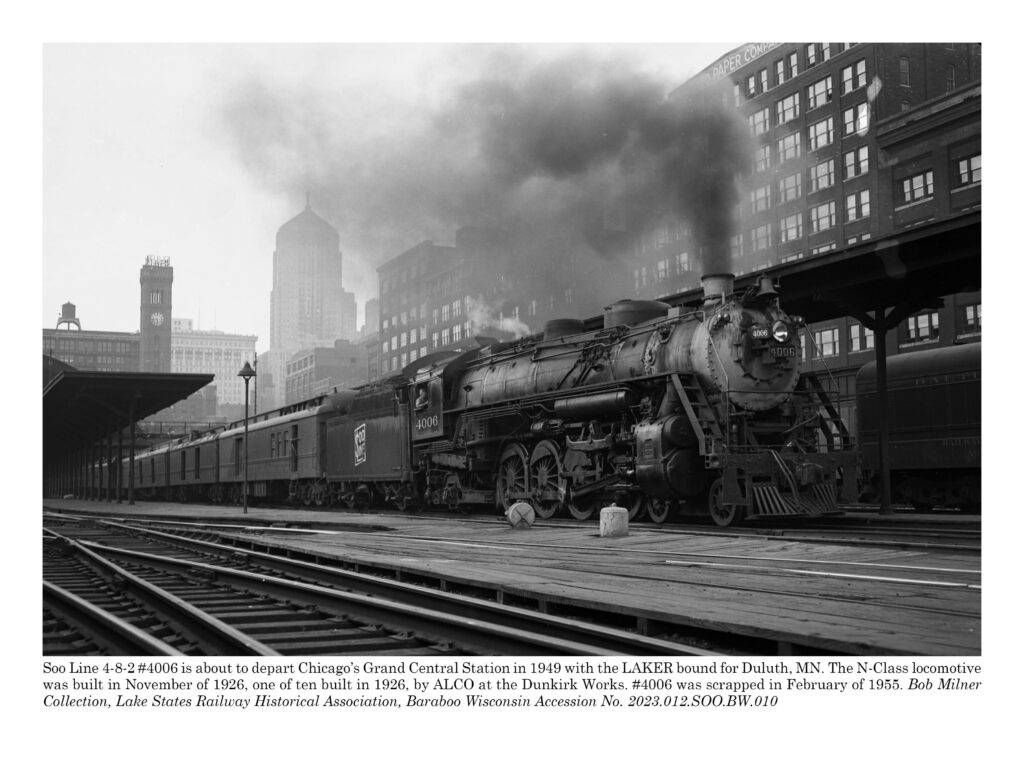
Order your Mid-Continent Railway Museum Whistle on the Wind 2024 wall calendar! This 12-month calendar features 1 color cover, 10 black and white, and 2 color interior images of railroading past, each with an informative caption. Images are a mix of historical Midwestern railroad imagery as well as more contemporary scenes at Mid‑Continent Railway Museum.
Many dates include “this day in history” factoids about railroads of the Upper Midwest and Mid‑Continent’s own history. The calendar features quality o-ring binding to ensure it stays flat against the wall.
How to Order
CALENDARS ARE CURRENTLY IN PRODUCTION. ESTIMATED MAILING DATE FOR ALL ORDERS IS DECEMBER 13, 2023.
Calendars are $12.00 plus shipping and handling. They, along with many other items, can be purchased via our online gift shop.
Mid-Continent Railway Historical Society members receive one calendar automatically as a perk of membership. Look for it to arrive in mailboxes in mid-December. Members may order additional calendars for themselves, family members, or friends at a special members-only price of only $9.00 plus shipping and handling. Members can pre-order additional calendars online using the Order Calendar Now (Member Pricing) button.
The membership status of the purchaser will be verified prior to shipping.