Bob Ristow writes:
“The work weekend of April 22-23 turn out to be quite successful. It actually started on Thursday (it started several weeks ago) by getting the rented air compressor situated, lining up all the necessary tools and checking them out, cleaning the area so that access would be safe and preparing food for replenishment of the workers.
“The rivet bucker was tried out on Thursday and found to be NOT functional. Pete Deets and Jim Baker spent a couple of hours soaking, cleaning, and re-assembling the bucker and it finally worked as intended. The ‘new’ rivet oven was fired up and proved to work perfectly. It runs on propane and didn’t even use one of the 100 lb bottles we had on hand (much more efficient than the old forge oven).
“Crew size increased as Thursday turned into Friday, 5 or 6 guys from Rollag Minn. Steam Association joined the regulars at NF to help rivet and thereby gain experience.
“Some critical work was performed on the 425 combine through the efforts of ‘Tennessee’ and crew. In addition, some work was performed on the #1’s running gear. The Rollag group removed brake shoe brackets, and the front ‘pony’ truck was rolled out from under the frame to the open area behind for reconditioning. New pins were made and replaced the old worn out ones on the brake shoe brackets.
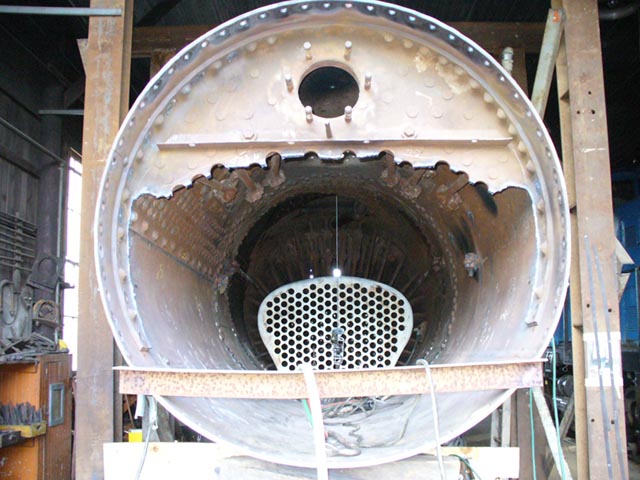
“I am sure that other activities were completed but are not mentioned here, (old age sometimes alters one’s ability to remember all the details). Oh, over 200 rivets were installed in the three course seams and reinforcing throat sheet. Two belly plugs were installed in the new courses and the front corner washout plugs were welded in along with the blow down coupling.
“A great weekend of progress…thanks to all who were able to help….no matter to what extent…you are appreciated.”This should give everyone a picture of the riveting process.”
Jim Connor writes:
“First step was to get everything set up and in working order. That was done on Thursday April 20.
“Riveting took place Friday, Saturday, and Sunday. Last rivet about 4pm Sunday.
“Our friends Jerry from Fargo ND and Vern from Winnipeg had a long drive ahead of them. Thanks again guys.
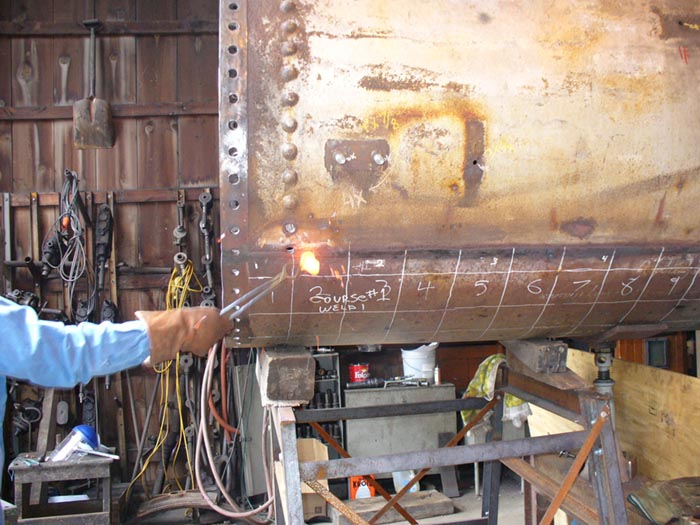
“Rivets have to be cut to length before heating. Length can vary from hole to hole.
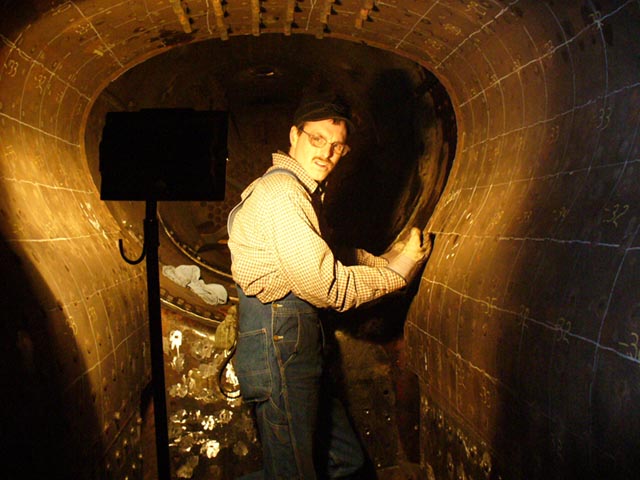
“Actual riveting: 1. remove every 5th bolt in the course; 2. Ream the holes, 2 or 3 steps; 3. Countersink both outside and inside the boiler; 4. Preheat the hole to be riveted; 5. Have the rivet at the correct temperature (2300 degrees F) Note……our new rivet forge worked very well; 6. Remove rivet from forge, knock slag off by hitting the side of the boiler two times, pass the rivet to the first man in the boiler; 7. He sets the rivet in the hole; 8. The bucker than sets the rivet to hold it against the rivet hammer; 9. The bucker guy than hammers with the bucker to further set the rivet and remove more slag; 10. The rivet is than hammered into shape by the rivet hammer.
“The time from the removal of the rivet from the forge to the end of hammering is about 20 seconds.
“Things have to move very fast and smooth so we don’t get an abort. Only had 2 aborts all 3 days. Not bad for a bunch of amateurs.
“Crew of seven works well. We had that and more.
“Thanks again for all the folks that made this happen.
“Especially the lunch crew each day.”
Photos by Jim Connor.