New photos are now available from the Continental Fabricators factory floor in St. Louis showing Chicago & North Western 1385’s new boiler under construction. The new images mostly show the installation of the front flue sheet at the front of the boiler.
The front flue sheet (along with the rear flue sheet) support the flues which carry the smoke and hot gasses from the firebox – located at the rear of the locomotive – to the smokebox – located in the front of the locomotive – where they can then escape through the smokestack.
The front flue sheet also has multiple larger diameter holes for supporting the superheater flues. In a superheater-equipped locomotive such as the 1385, the superheater re-heats the steam generated by the boiler, increasing its thermal energy and decreasing the likelihood that it will condense inside the engine. Superheating the steam increases the thermal efficiency of the steam engine.
Lastly, the single largest hole in the front flue sheet supports the dry pipe. The dry pipe carries the saturated steam (i.e. non-superheated steam) from the steam dome to the superheater header before being directed to the superheater flues. Inside the superheater flues the saturated steam becomes superheated and is then directed to the cylinders, which in turn provide power to the driving wheels.

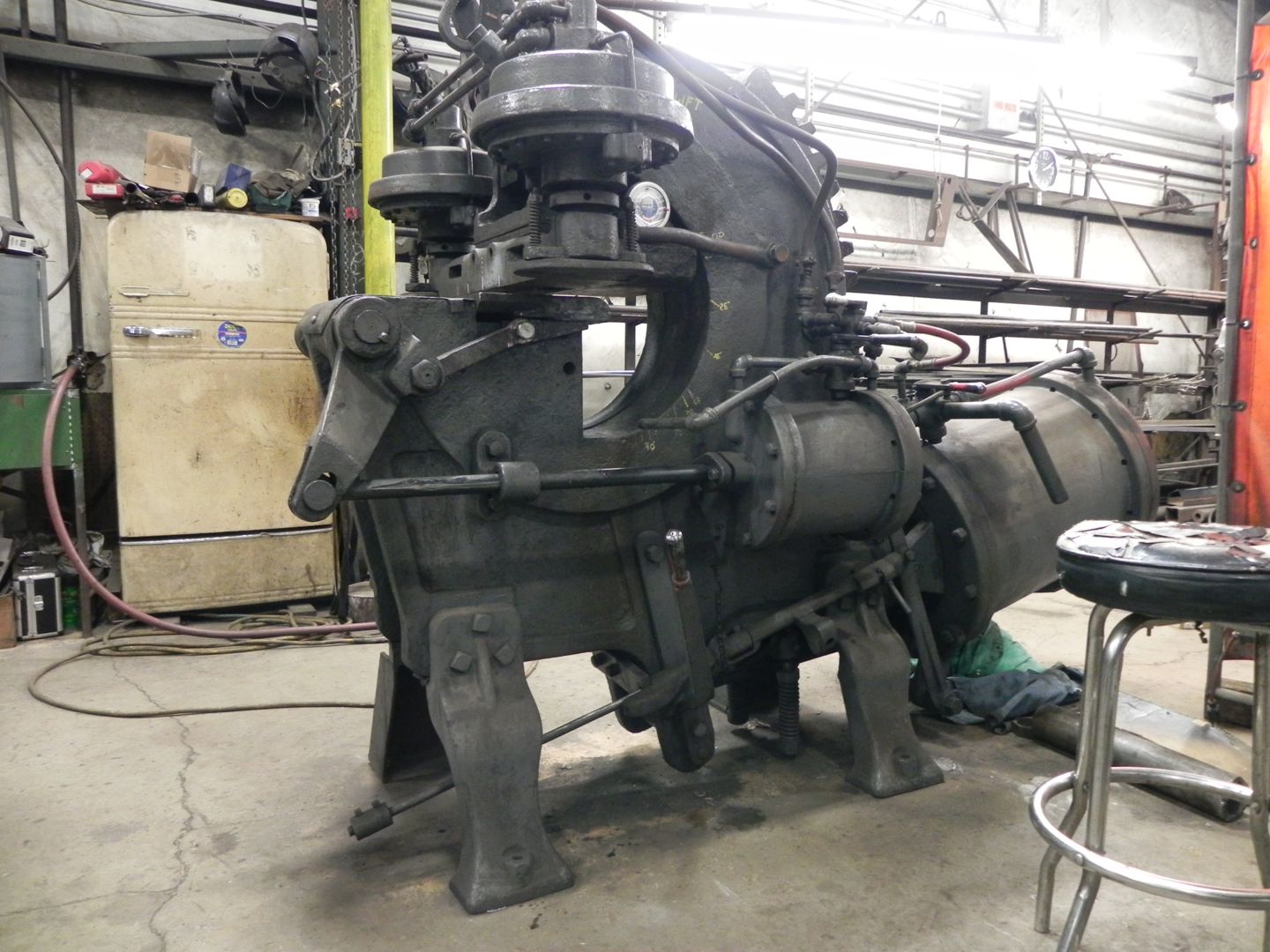
C&NW 1385 new front flue sheet. March 21, 2018. Photo courtesy Gary Bensman.
-

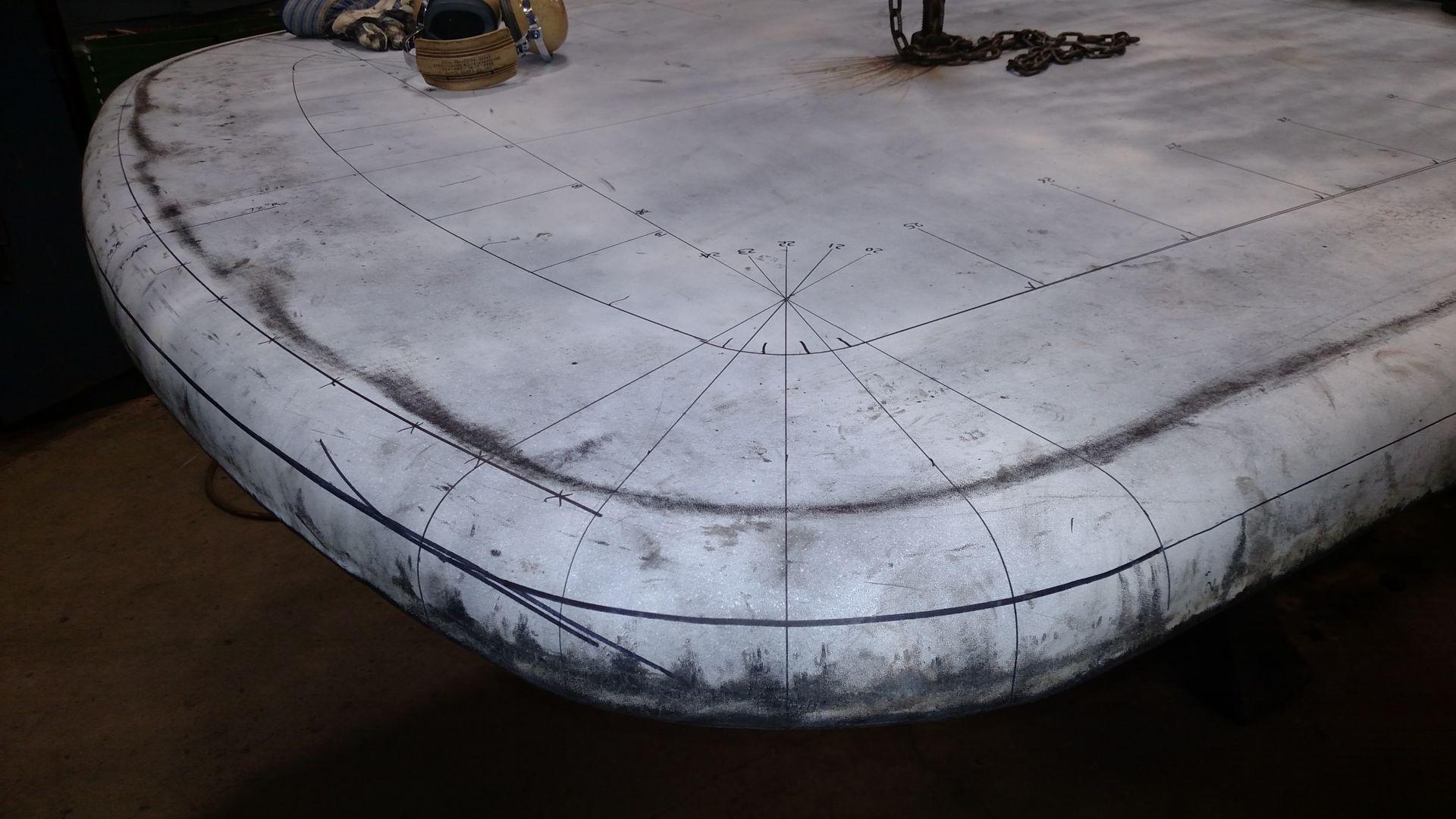
- A Continental Fabricators welder installs C&NW 1385’s front flue sheet. Photo courtesy Gary Bensman.

-
- C&NW 1385’s new front flue sheet is welded in place. Photo courtesy Gary Bensman.

The following two images show 1385’s old boiler to help give perspective of where the front flue sheet resides within the locomotive. You may notice the pattern of the smaller holes for the tubes is different between the new and old sheets.
One advantage of building a new boiler is that we can correct some compromises made when the Chicago & North Western modified the engine to add the superheaters. We can also incorporate an updated design for arch tubes in the firebox which will allow us to put tubes back into the area formerly blanked off in the old boiler. The old boiler has a patch in the belly of the barrel to repair cracking believed to be caused by uneven heating. Those thermal stresses were thought to be the end result of that bottom area of tubes being removed. Another advantage of populating that area with flues again is a gain in heating area so the new boiler should steam a slight bit better.
-

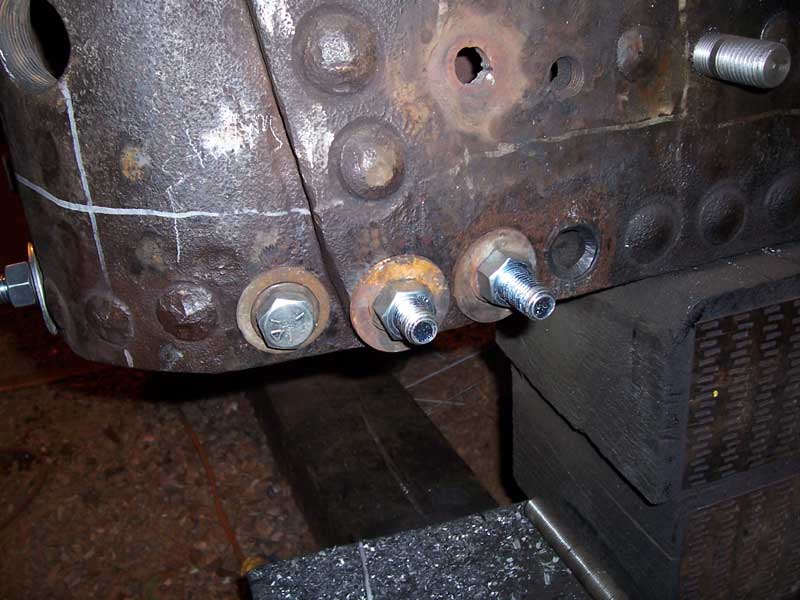
- This image of 1385’s old boiler shows the location of the front flue sheet at the front end of the boiler where it connects to the smokebox. Note the steam dome visible on top of the boiler toward the rear. MCRM photo.

-
- Detail of 1385’s old boiler showing the front flue sheet and smokebox.

The last image from St. Louis shows the hole cut into the top of 1385’s new boiler where the steam dome will be installed.

The large hole is where the 1385’s steam dome will sit. Photo courtesy Gary Bensman.