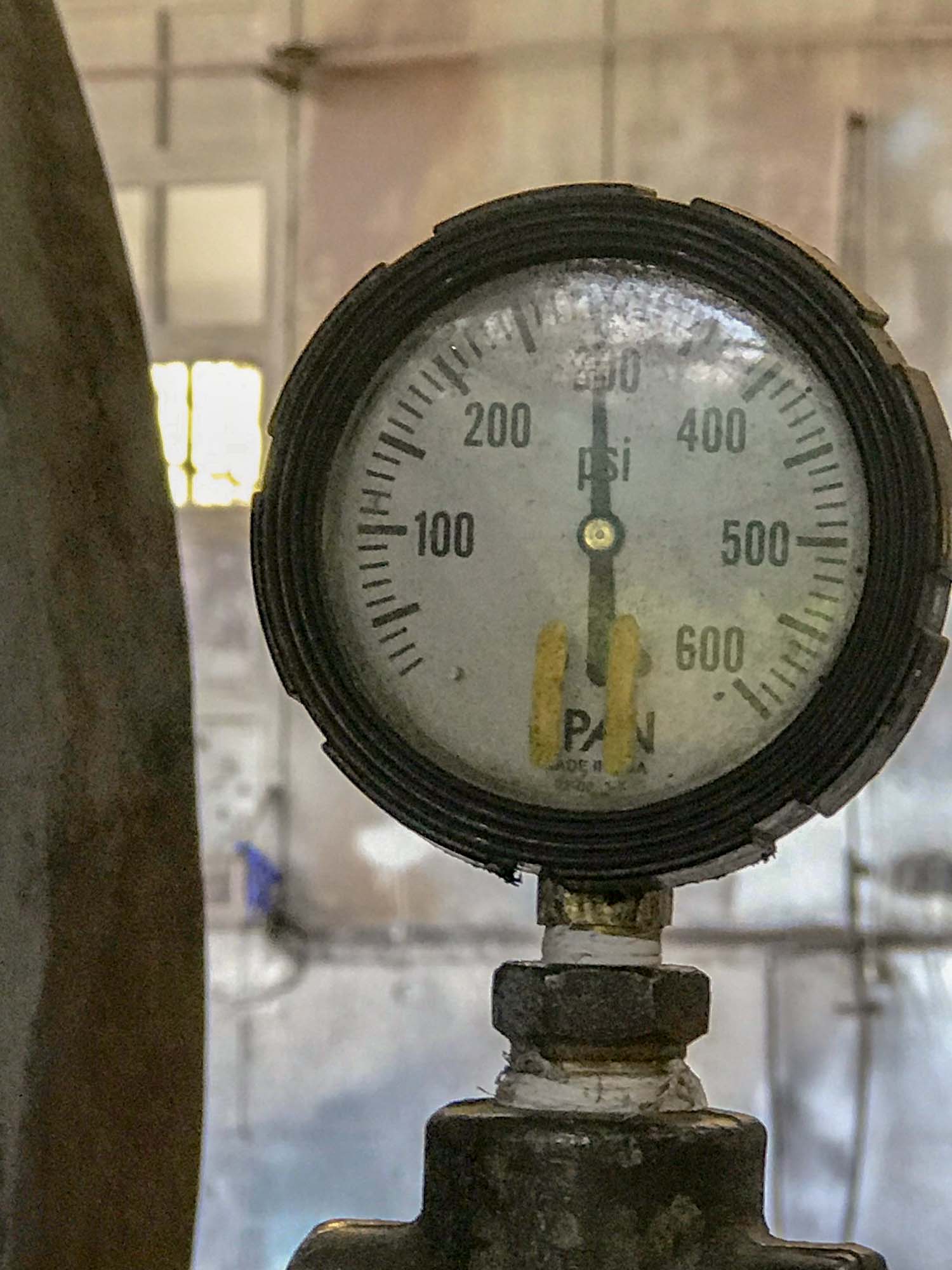
With the hydro test successfully completed, 1385’s boiler has received a shiny coat of paint on the boiler exterior and it looks great! Most of it will be covered later though by lagging (insulation) and boiler jacketing.
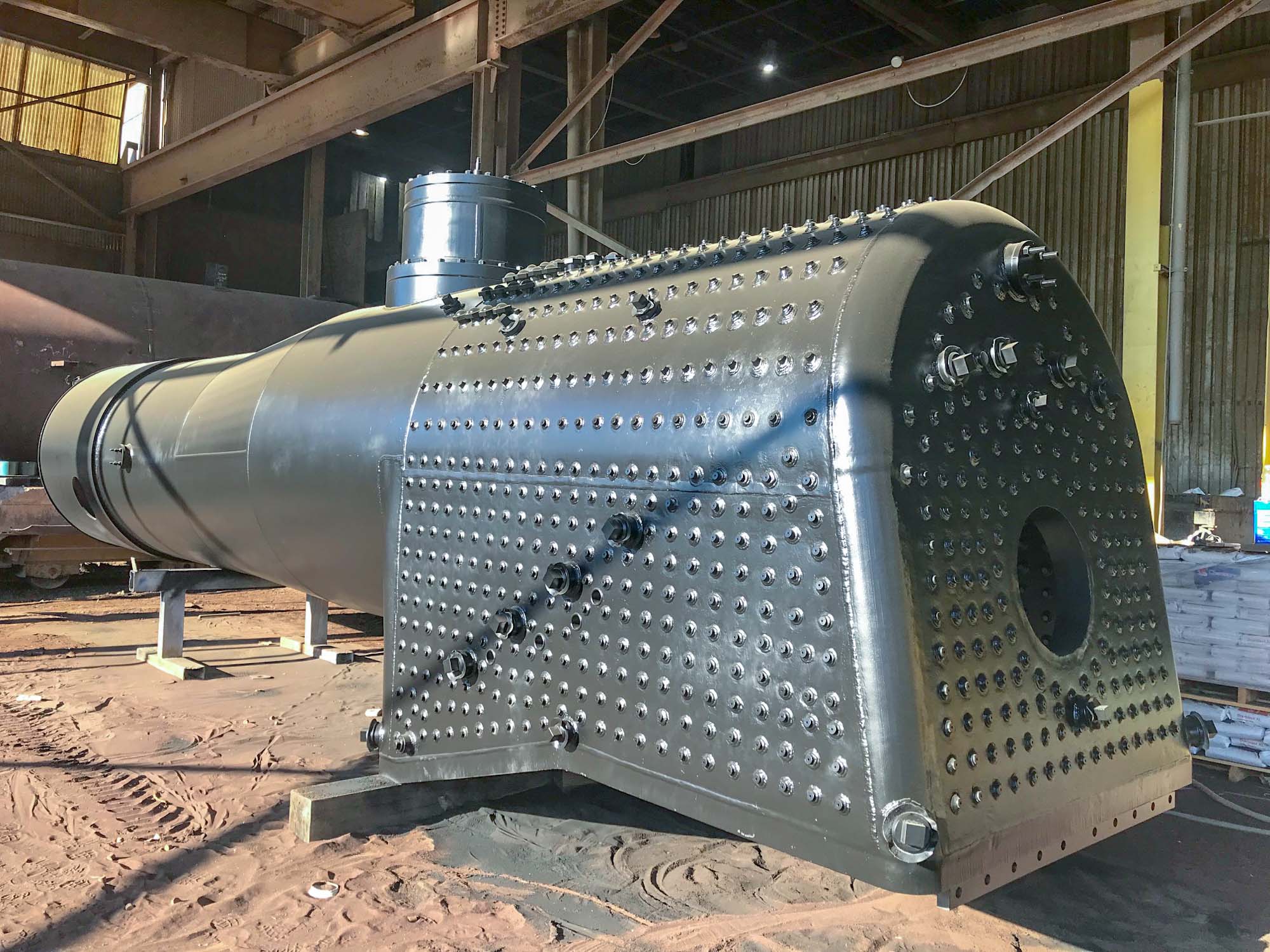
C&NW 1385’s new boiler – painted and ready for delivery. Photo courtesy Continental Fabricators.
The smokebox has also been attached for shipment. The smokebox has only been tack welded in place as it will need to be detached later. It will need to be attached to – and become part of – the cylinder saddle first. Then the boiler is attached to it.

Front view of 1385’s boiler with smokebox attached. Photo courtesy Continental Fabricators.
Sharp-eyed viewers will notice in the smokebox door ring has been bolted in place upside down. It has just been temporarily fastened in place and it too will be removed and re-added probably multiple times before the locomotive is completed.
With this, the work at Continental Fabricators is complete. Now the boiler will join the cab and running gear at SPEC Machine in Middleton, Wis.
PLEASE NOTE: We appreciate the public’s enthusiasm to see the 1385’s progress first-hand; however, the contractor shops where the #1385 work is taking place are private property and not open to the public. Anyone requesting to see the locomotive at those locations will be turned away. Please help #1385 return to operation as expeditiously as possible by respecting our contractors’ wishes.