Welcome to the Chicago & North Western #1385 steam status blog! Follow along as we bring the 1907 American Locomotive Company 4-6-0 steam engine back to operating condition.
Mid-Continent Railway MuseumPosted on by Jeffrey Lentz
Work on C&NW 1385’s three sets of 63-inch driving wheels continues. Work is being carried out by the Strasburg Rail Road shop facility in Pennsylvania. Here is a run-down of the status of the drivers as of an October 13, 2014 communication from Strasburg to Mid-Continent’s 1385 Task Force:
The #1 driver crankpins are turned and only in need polishing.
The #3 driver crankpin hub faces are welded up.
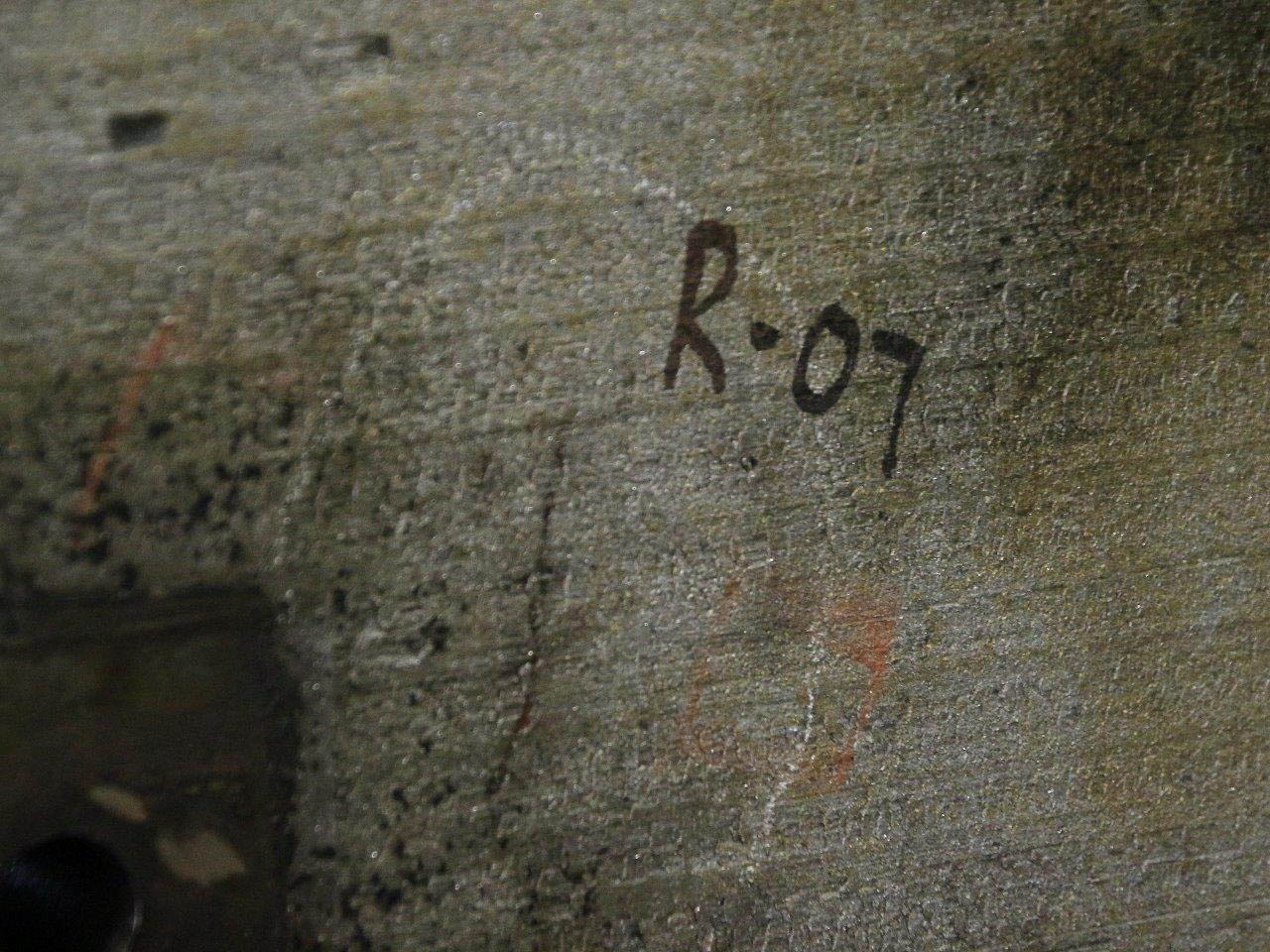
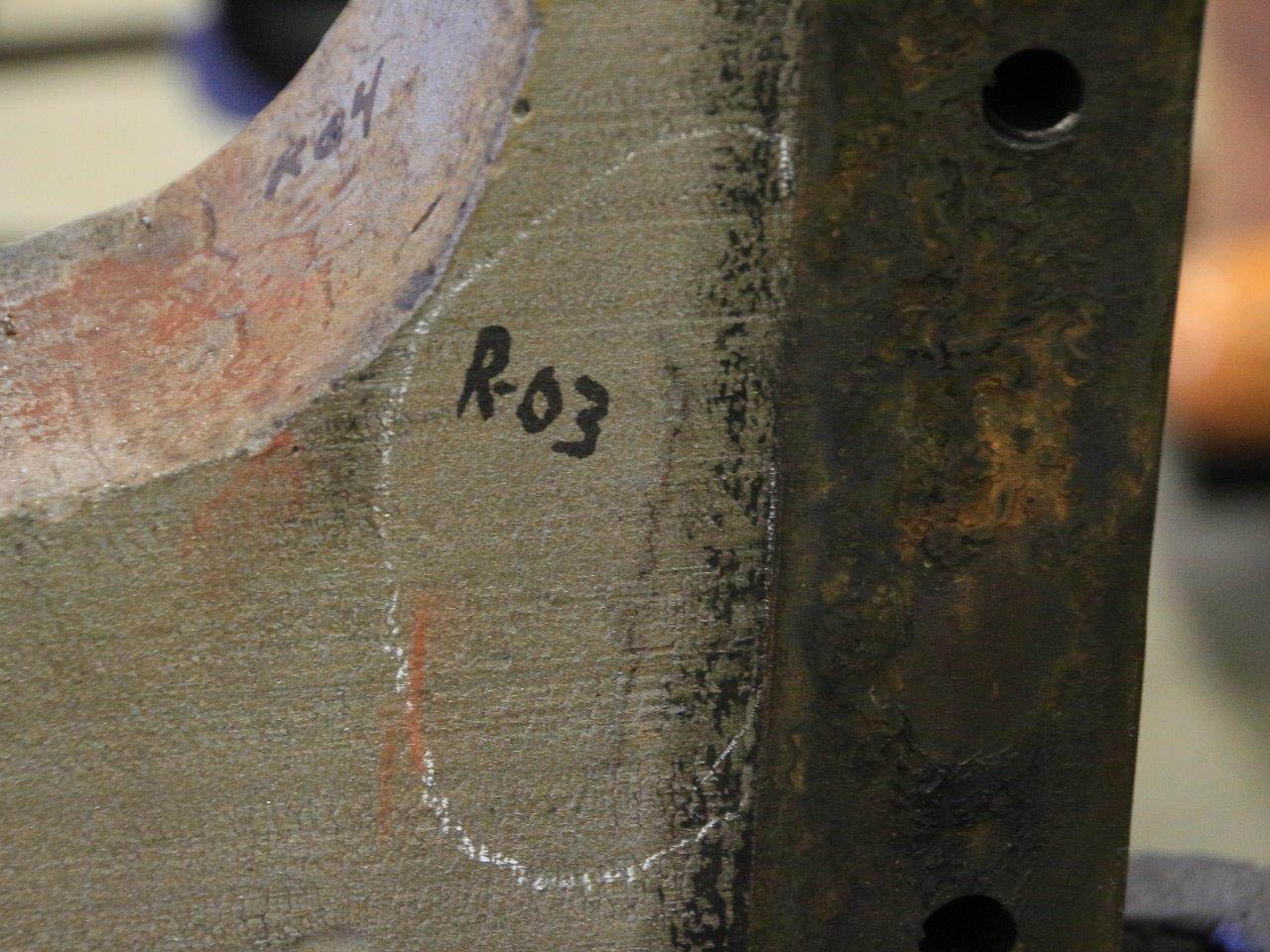
The new R3 crankpin (#3 driver, engineer side) is pressed in and ready to be riveted over on the back side.
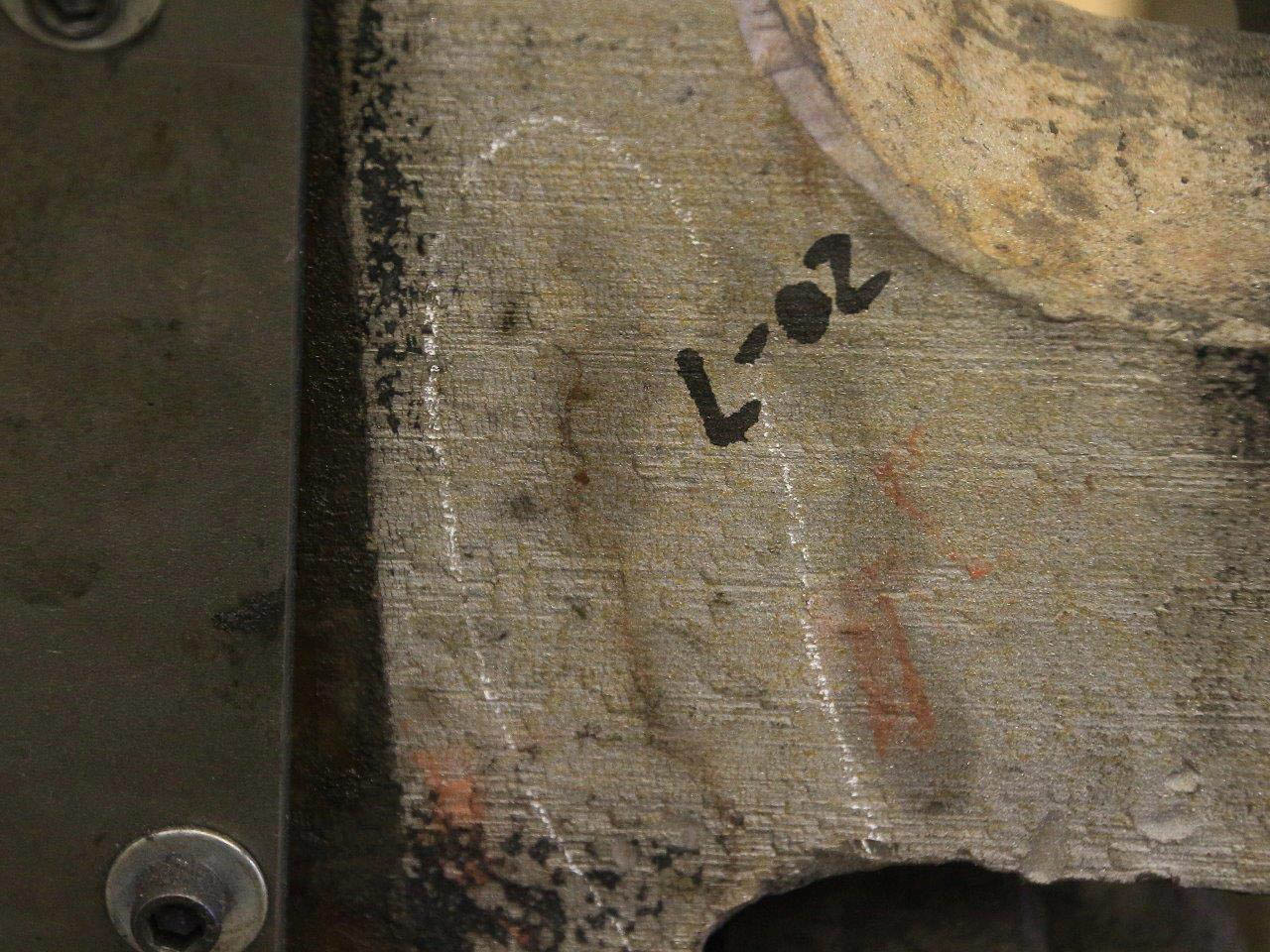
The old R2 hubliner (#2 driver, engineer side) has been removed, its mounting studs are center punched, and ready to be drilled out. New hubliner material is on hand.
A crack near the R2 crankpin hub has been chased out and welded up.
The R2 crankpin hole has been bored out.
The new R2 crankpin is being machined.
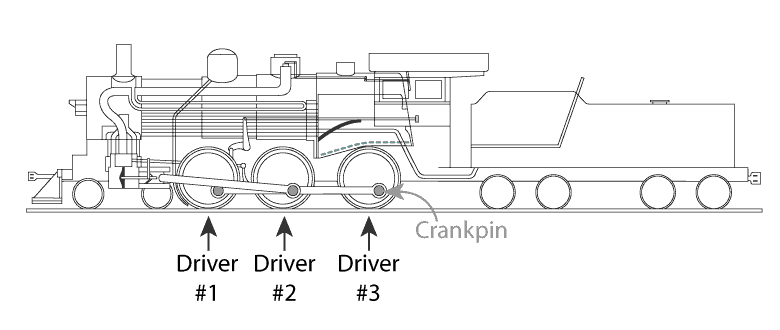
Diagram showing driving wheel arrangement on a R-1 class steam locomotive. Driving (powered) axles are numbered front-to-back and specific wheels on the axles are defined as being on the left or right side. For example, L3 refers the wheel on the left side (fireman side) of the third powered axle.
The estimated completion date for the driving wheels is the end of 2014. The biggest influence of whether the target will be met is uncertainty of the lead time for the delivery of new tires. The order of operations is to press all new crankpins in, then turn the tire seats on the wheel centers. The new tires will then be ordered to fit snugly to the final dimensions of the wheel centers.
See the March 30, 2014 post for a further explanation of wheel centers and tires.
C&NW #1385 driving wheel repairs at Strasburg Rail Road.
C&NW #1385 driving wheel repairs at Strasburg Rail Road.
C&NW #1385 driving wheel repairs at Strasburg Rail Road.
C&NW #1385 driving wheel repairs at Strasburg Rail Road.
Mid-Continent Railway MuseumPosted on by Jeffrey Lentz
Work on the restoration of Mid-Continent’s ex-C&NW R-1 class ALCO locomotive, No. 1385, has quietly progressed through the summer months at SPEC Machine near Middleton, Wisconsin. Project photographer Brian Allen stopped by SPEC Machine’s shop on Tuesday, September 16, 2014 to provide some views of the recent efforts.
The photos catalog the extensive weld repairs completed on the locomotive’s frame over the summer (see July 1 post for additional details).
On the day of the visit, work and discussion was centered on the spring rigging equalizers. A locomotive’s spring rigging distributes the weight of the locomotive over the various wheels. Without equalizers, even small undulations in track elevation could cause substantial variations in how much weight is being supported by a given wheel. Such large variations would cause undue stresses to both locomotive and rail.
In this series of photos, you’ll also see some components in fresh, glossy black paint. After months of stripping away layers of old paint and rust from the locomotive’s parts to reveal the condition of the underlying metal, seeing fresh paint being reapplied is a welcome sight!
Mid-Continent Railway MuseumPosted on by Jeffrey Lentz
On March 30, 2014, C&NW 1385’s three sets of 63-inch driving wheels were shipped from Wisconsin to the Strasburg Rail Road in Pennsylvania in order to be “turned” on a lathe, receive new tires, and have other adjustments and repairs completed (scroll down to the March 30th post for additional detail). On the weekend of June 28, 2014, Mr. Bernard Krebs of Jim Thorpe, PA photographed the drivers for the benefit of this steam status page, allowing us a glimpse of the work in progress.
C&NW #1385 driving wheels at Strasburg Railroad. June 28, 2014. Bernard Krebs photo.
C&NW #1385 driving wheels at Strasburg Railroad. June 28, 2014. Bernard Krebs photo.
C&NW #1385 driving wheels at Strasburg Railroad. June 28, 2014. Bernard Krebs photo.
C&NW #1385 driving wheels at Strasburg Railroad. June 28, 2014. Bernard Krebs photo.
C&NW #1385 driving wheels at Strasburg Railroad. June 28, 2014. Bernard Krebs photo.
C&NW #1385 driving wheels at Strasburg Railroad. June 28, 2014. Bernard Krebs photo.
C&NW #1385 driving wheels at Strasburg Railroad. June 28, 2014. Bernard Krebs photo.
C&NW #1385 driving wheels at Strasburg Railroad. June 28, 2014. Bernard Krebs photo.
Strasburg Rail Road makes use of a 90-inch Niles wheel lathe originally sold to the Lehigh Coal and Navigation Company in 1912. Lathes of such sizes were commonplace in the major railroad shops of America when enormous steam engines commonly roamed the rails, but now are rare with a limited number of shops around the country capable of handling tasks of such size.
Modern railroad equipment still undergoes similar maintenance procedures but all feature smaller wheels. The electric traction motors used on modern locomotives make wheel size relatively unimportant compared to steam locomotives where wheel diameter directly impacted piston speeds.
During each full rotation of a driving wheel on a steam locomotive the piston and connecting rods change direction of motion twice (forward then back). This very rapid change of direction puts a large amount of stress on the parts involved. Therefore, increasing the distanced traveled per wheel revolution and thus reducing the number of back-and-forth piston motions per second was an important design feature for high speed operations. It is no coincidence that the Milwaukee Road Class A and Class F7‘s that were built for 100 MPH-plus running of the Hiawatha trains between Chicago, through nearby Wisconsin Dells, and on to the Twin Cities featured massive 84-inch driving wheels. The British LNWR 2-2-2 3020 Cornwall is an extreme example of this concept, featuring 96-inch driving wheels.
Per Wikipedia, “Freight locomotives generally had driving wheels between 40 and 60 inches in diameter; dual-purpose locomotives generally between 60 and 70 inches, and passenger locomotives between 70 and 100 inches or so.” Compare C&NW 1385’s drivers with those of Saginaw Timber Company No. 2 as an example. In order to attain a speed of 60 MPH, No. 2’s 44-inch drivers would require roughly 7.6 revolutions per second while No. 1385, built for fast freight and secondary passenger service, features 63-inch drivers that would require roughly 5.3 revolutions per second. Worded differently, it means the 1385 can travel 30% farther using the same number of piston motions. The Class A or Class F7’s 84-inch drivers meanwhile would only require a comparatively leisurely 4 revolutions per second.
Mid-Continent Railway MuseumPosted on by Jeffrey Lentz
Posts to this page on the rebuild of the C&NW 1385’s has been a bit light as of late, but the same cannot be said of the type of work that is taking place on the locomotive’s running gear. This first set of photos taken in mid-May show some of the work going into the removal and marking of inside and outside wedge bars as well as inside and outside shoe bars and preparation of the frame for weld repairs.
An excerpt from a 1945 locomotive repair text summarizes:
The primary purpose of shoes and wedges are to keep the driving axles in proper alignment (perpendicular to frame), to take up lost motion between the driving box and the pedestal as wear progresses, and to prevent the pedestals from taking wear.
When the locomotive is shopped for general repairs, the frames, the pedestals, and the driving boxes are all trued up and the shoes and wedges that are badly worn or that are broken or too thin for the maximum thickness of liner applied, are replaced with new ones.
These alterations require that the shoes and the wedges be again marked off and machined so that the locomotive will be in tram.
All photos in this post our courtesy of project photographer Brian Allen.
C&NW #1385 repairs at SPEC Machine on May 13, 2014. Brian Allen photo.
C&NW #1385 repairs at SPEC Machine on May 13, 2014. Brian Allen photo.
C&NW #1385 repairs at SPEC Machine on May 13, 2014. Brian Allen photo.
C&NW #1385 repairs at SPEC Machine on May 13, 2014. Brian Allen photo.
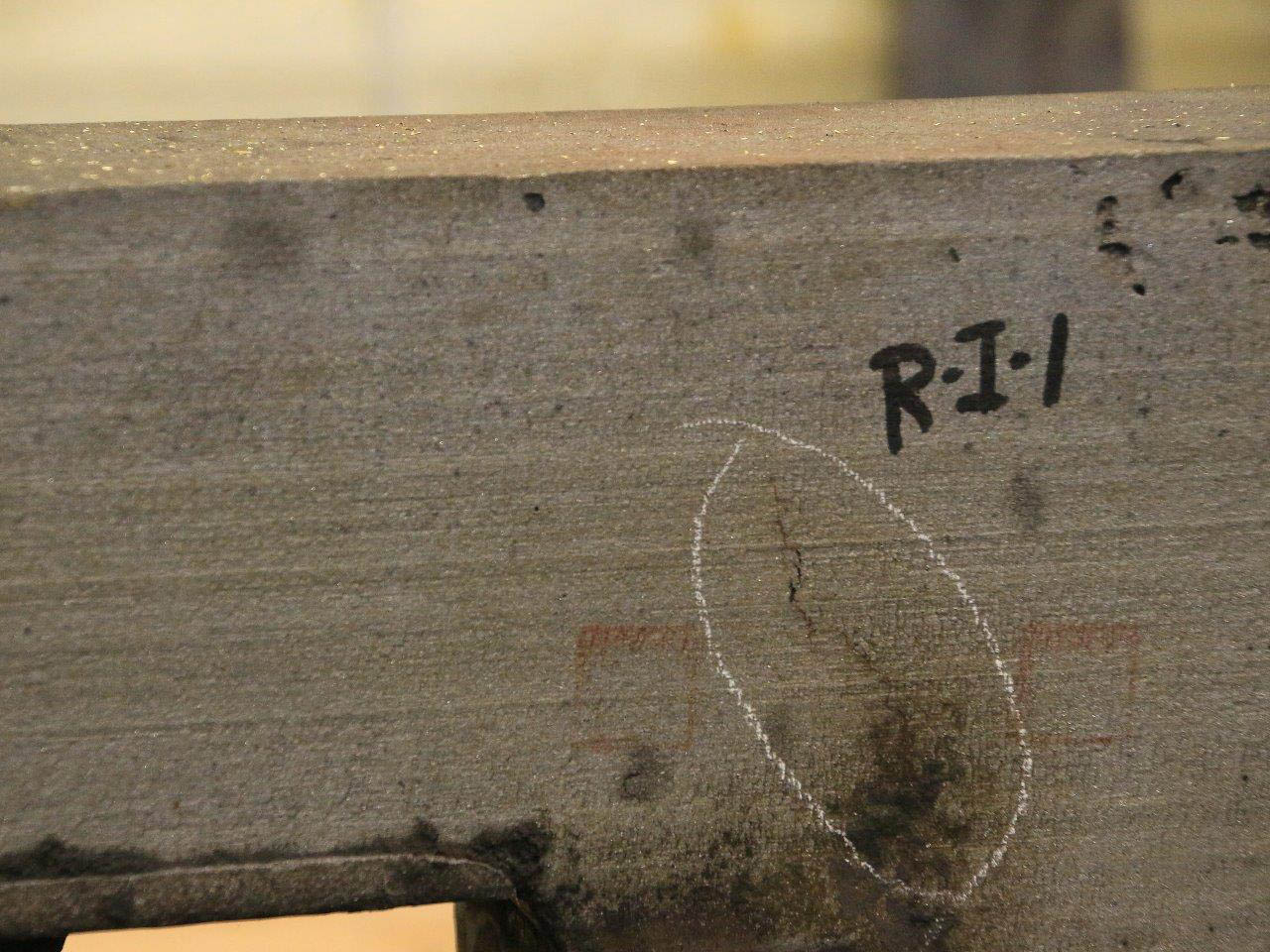
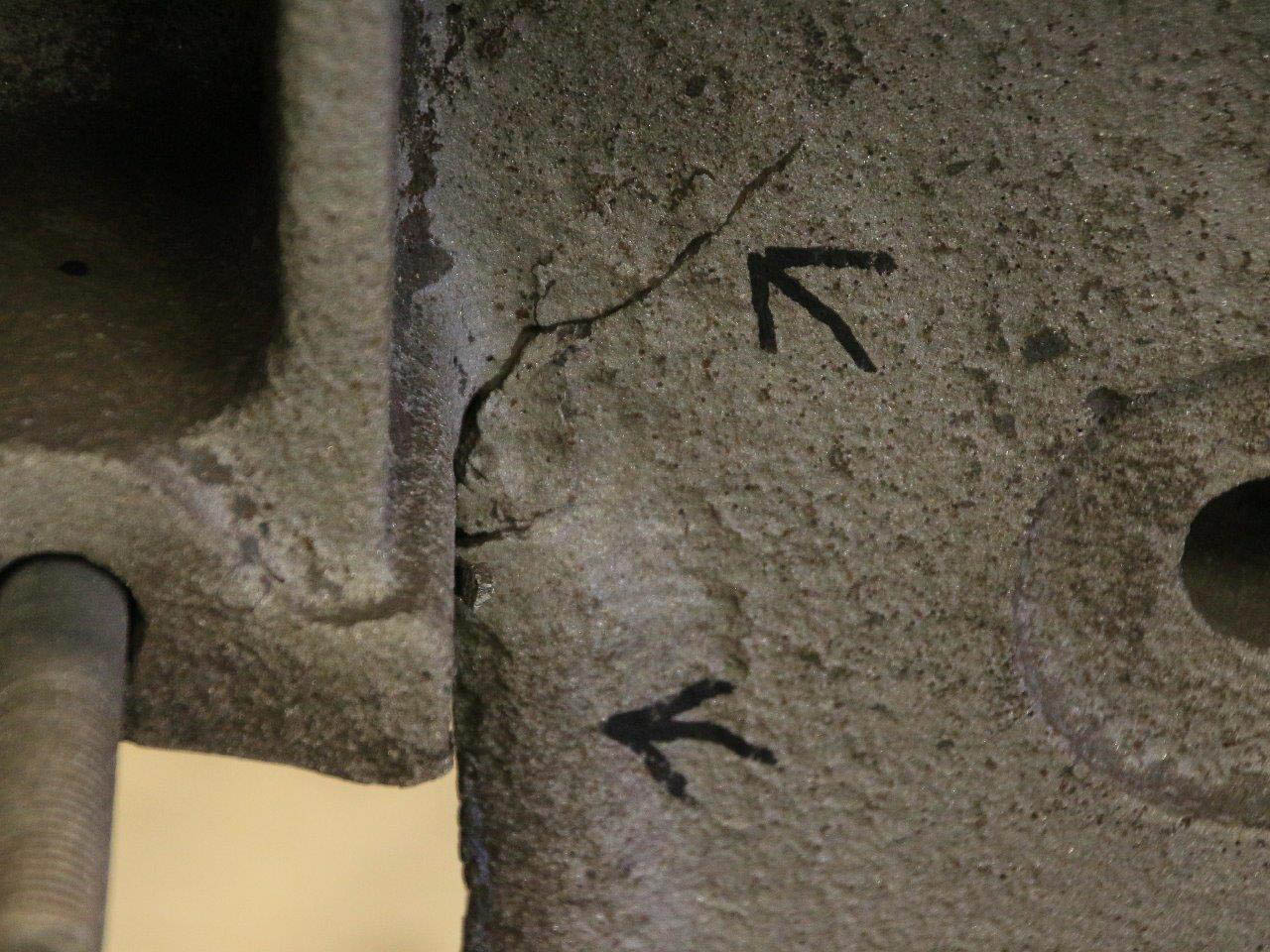
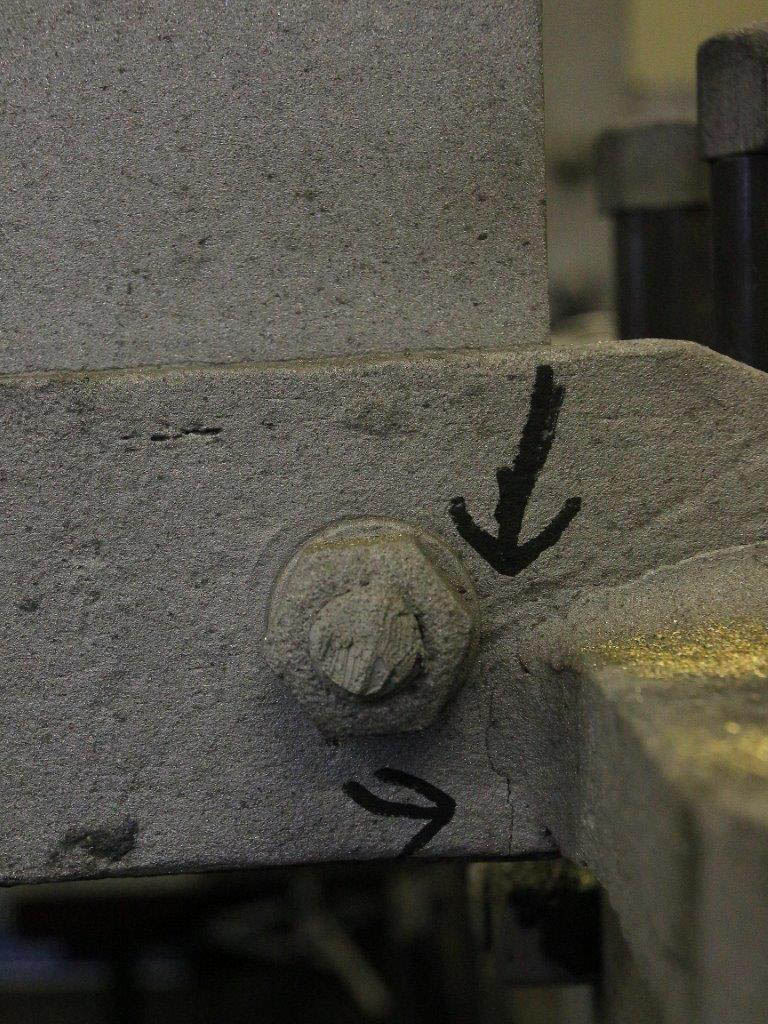
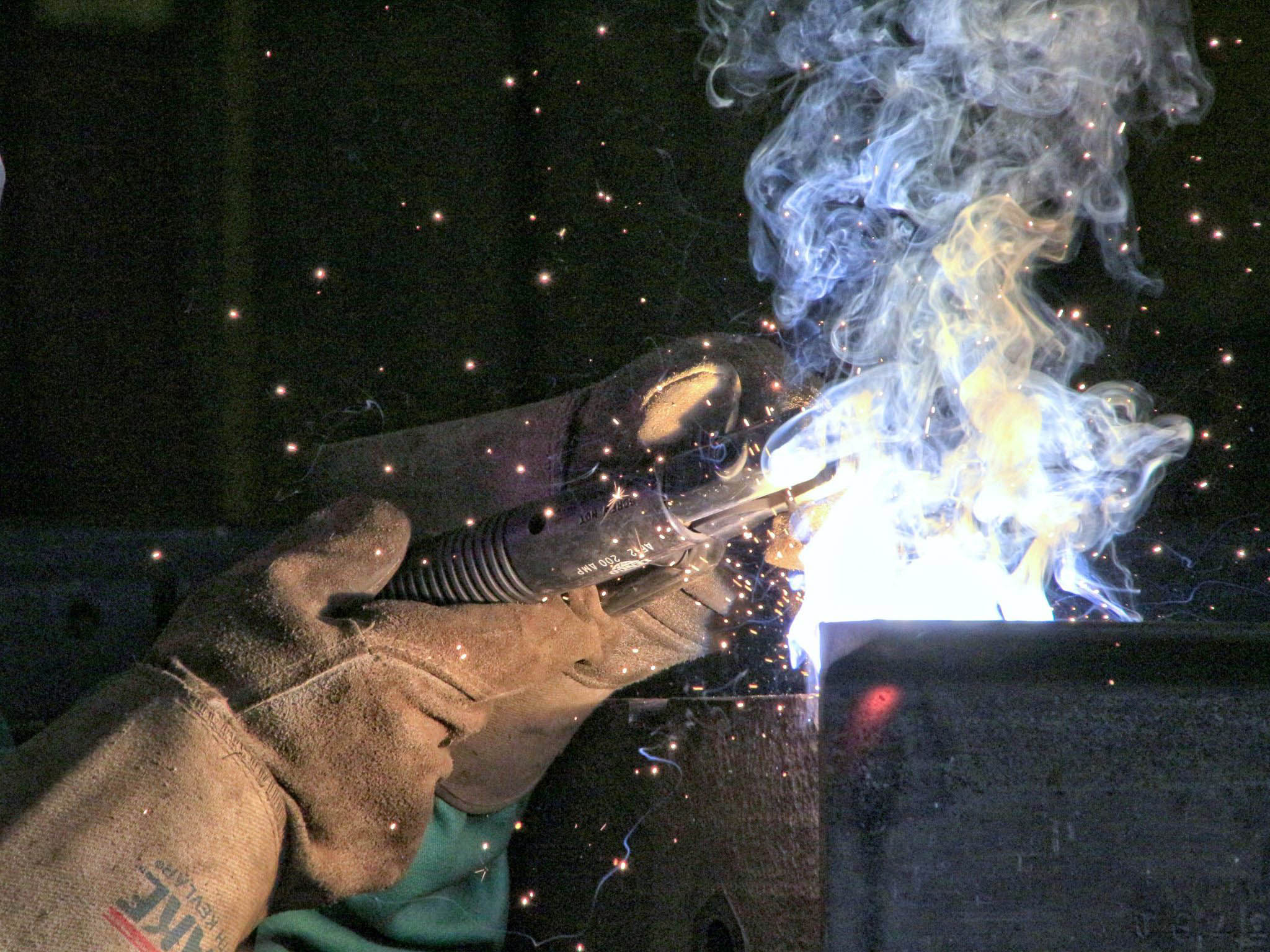
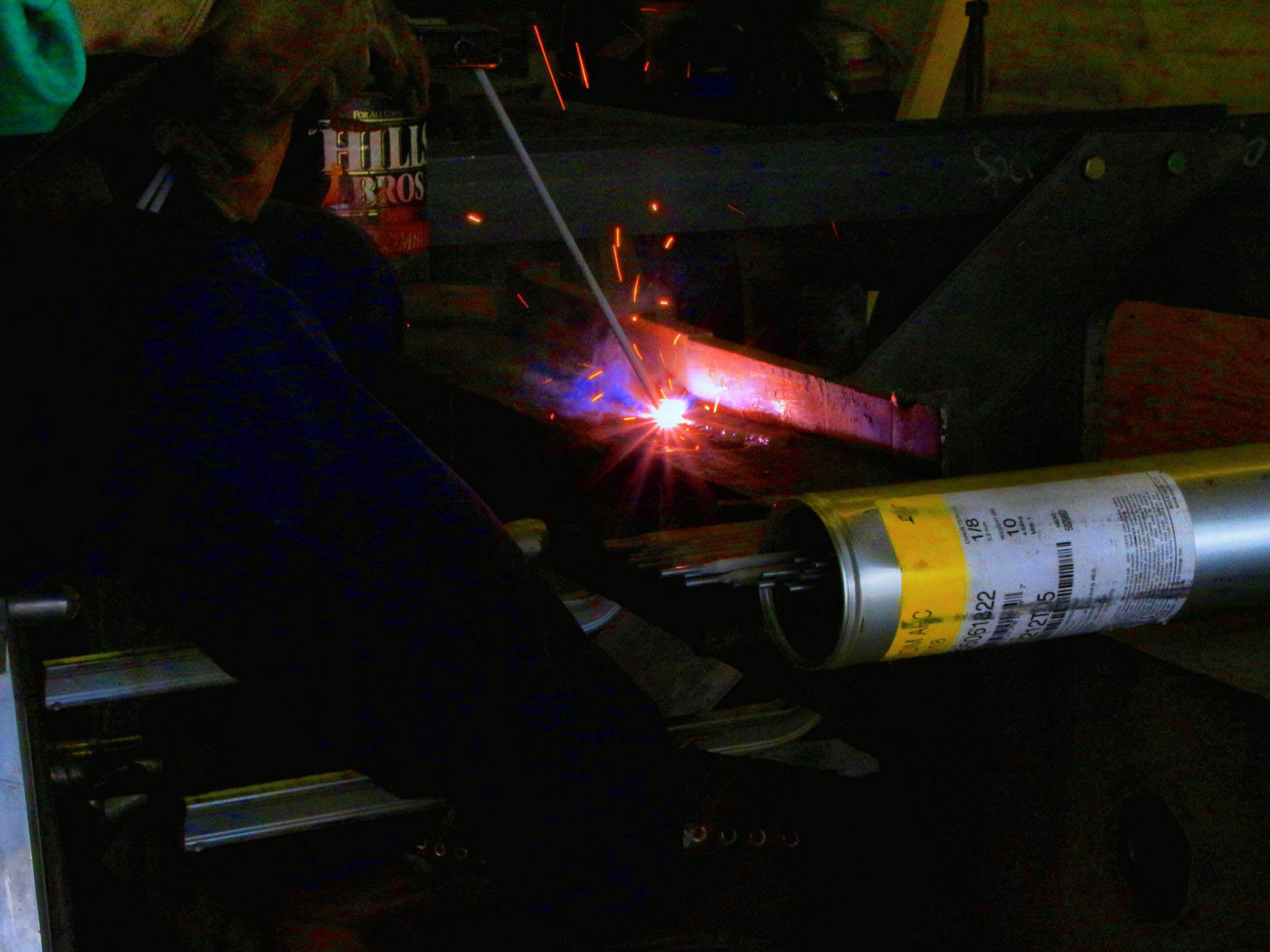
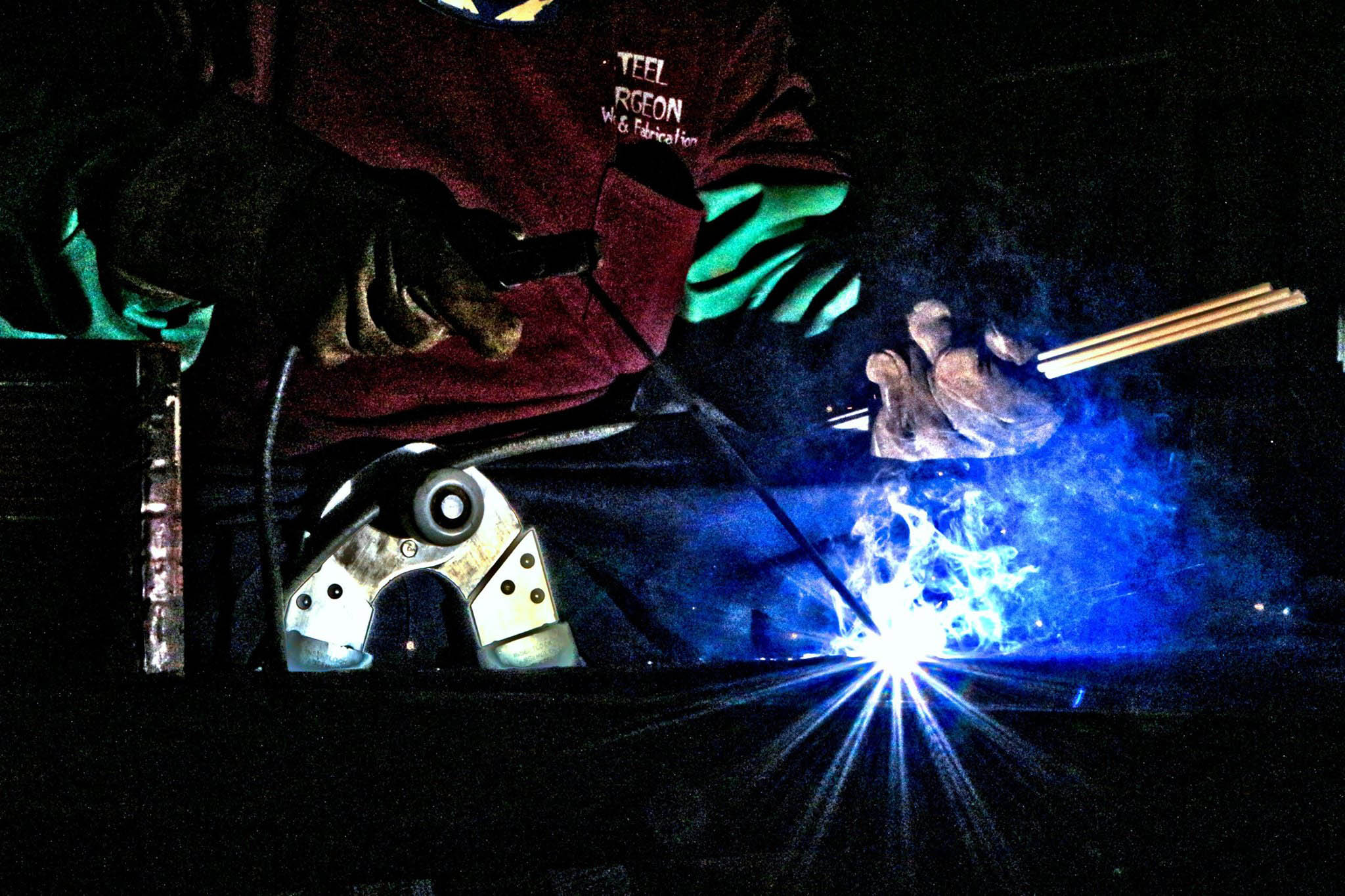
The following photoset was taken on June 25. The welding research conducted discussed in the previous post is being put to good work. As this series of photos illustrate, the 114-year-old locomotive frame has numerous cracks in need of attention and have begun being repaired. The 1385 will hopefully not need to be taken apart to this degree again for many decades, making this the opportune time to most easily conduct repairs.
C&NW #1385 restoration at SPEC Machine. June 25, 2014. Brian Allen photo.
C&NW #1385 restoration at SPEC Machine. June 25, 2014. Brian Allen photo.
C&NW #1385 restoration at SPEC Machine. June 25, 2014. Brian Allen photo.
C&NW #1385 restoration at SPEC Machine. June 25, 2014. Brian Allen photo.
C&NW #1385 restoration at SPEC Machine. June 25, 2014. Brian Allen photo.
C&NW #1385 restoration at SPEC Machine. June 25, 2014. Brian Allen photo.
C&NW #1385 restoration at SPEC Machine. June 25, 2014. Brian Allen photo.
C&NW #1385 restoration at SPEC Machine. June 25, 2014. Brian Allen photo.
C&NW #1385 restoration at SPEC Machine. June 25, 2014. Brian Allen photo.
C&NW #1385 restoration at SPEC Machine. June 25, 2014. Brian Allen photo.
C&NW #1385 restoration at SPEC Machine. June 25, 2014. Brian Allen photo.
C&NW #1385 restoration at SPEC Machine. June 25, 2014. Brian Allen photo.
C&NW #1385 restoration at SPEC Machine. June 25, 2014. Brian Allen photo.
C&NW #1385 restoration at SPEC Machine. June 25, 2014. Brian Allen photo.
C&NW #1385 restoration at SPEC Machine. June 25, 2014. Brian Allen photo.
C&NW #1385 restoration at SPEC Machine. June 25, 2014. Brian Allen photo.
C&NW #1385 restoration at SPEC Machine. June 25, 2014. Brian Allen photo.
C&NW #1385 restoration at SPEC Machine. June 25, 2014. Brian Allen photo.
C&NW #1385 restoration at SPEC Machine. June 25, 2014. Brian Allen photo.
C&NW #1385 restoration at SPEC Machine. June 25, 2014. Brian Allen photo.
C&NW #1385 restoration at SPEC Machine. June 25, 2014. Brian Allen photo.
As described in the April 6th posting, the 1385’s 63-inch driving wheels were shipped to Strasburg Rail Road for repairs at their facility which includes a wheel lathe capable of handling 1385’s drivers. More photos and info should be forthcoming, but for now here is the one photo available thus far courtesy of a Pennsylvania railfan.
One of Chicago & North Western steam locomotive No. 1385’s 63-inch drivers with tires removed at Strasburg Rail Road for maintenance and repair.
Mid-Continent Railway MuseumPosted on by Jeffrey Lentz
Work on Chicago & North Western No. 1385’s running gear has recently passed a milestone. After several months of disassembly and inspection work, the first evidence of the constructive phase on the running gear work has arrived.
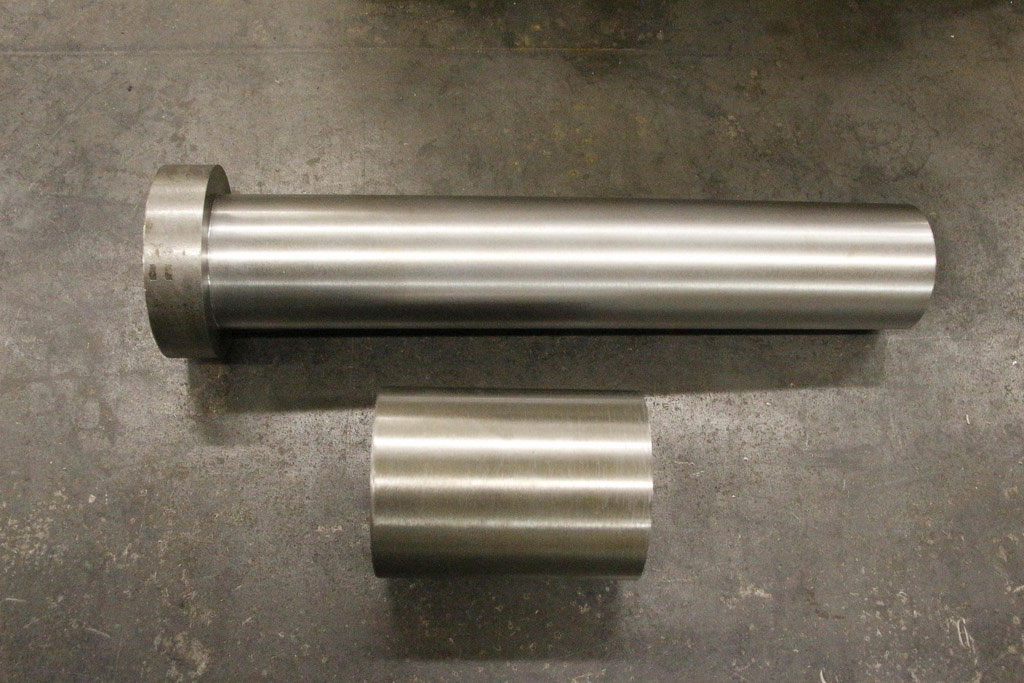
As seen in the below photos and linked photo album, a new set of pins and bushings were milled at SPEC Machine for use in the 1385’s spring rigging. A locomotive’s spring rigging consists of a series of springs, spring hangers, equalizers, spring saddles, and other components that protect the locomotive and the rail from damaging shock, like the suspension on an automobile. These first few pieces are test items being sent to a facility to be hardened to the American Locomotive Company specifications. The hardening process can cause the parts to change slightly in size, so this small sampling of test pieces will go through the complete process first before additional pieces are milled.
Spring rigging components being milled at SPEC Machine. Brian Allen photo.
Newly fabricated test pin and bushing for the spring rigging. Brian Allen photo.
The 1385 Task Force has also recently been working with Jayson Schaller in preparation of welding tasks. Schaller is a welding expert and educator. He was first introduced to the 1385 Task Force during the museum members’ 1385 open house on April 5. Among Schaller’s talents is research and writing welding procedures.
Metallurgy has changed over time, meaning welding practices commonly known and used today are not necessarily the best practice when working on something as old as C&NW 1385’s frame. Shortly after the 1385 open house, Schaller began researching welding procedures specific to the type of steel in the 1385’s frame. His findings were turned into a report presented to the restoration team. The report will serve as the procedure guide for repairing cracks found in the engine frame so as to get the best strength and life span out of the work being completed. The 1385 team will also be tapping Schaller’s expertise for other areas of welding repair, including the driving boxes.
Jeyson Schaller (left) and SPEC Machine’s Steve Roudebush (right) discuss the welding research. Brian Allen photo.
More photos available on Brian Allen’s Flickr album.