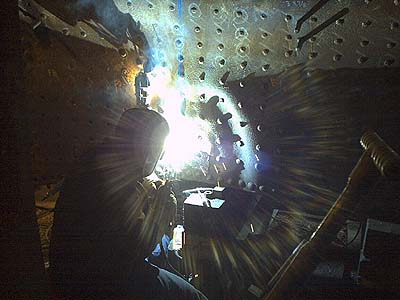
Even though it was Snow Train and a special event, the operations crew pulled together with the shop crew to allow another great step to be accomplished in the boiler repair. The belly section of the 2nd boiler course was cut out to make way for a new patch of material as was done in the first course. MIke Wahl is dress grinding some of the rough spots off the old piece before it gets loaded into Jim Baker’s Suburban to be transported to Quality Roll in Saginaw, MI where it will be used as a template for the new piece.
Doug Crary operated the skid-steer in the tight quarters to pull the piece from under the boiler and then outside for loading. Jim Baker & John Sorrel helped guide Doug as the piece is carefully slid in.
Two braces were welded across the old piece to help it keep its shape and hence usefulness as a pattern. A FANTASTIC weekend was had with help from MIke Wahl, Jim Baker, Lee Nelson, Bob Ristow, Phil Blinderman, Pat Campion, Kelly Bauman, Bob Jackson, Jim Busse, Rick Peters, Dave Wantz, Dave Bierman, John Winter, Jim Connor, John Decker, Steve Brist, George Falor, and no doubt some I have missed. Those that kept the train running help those who worked in the shop by letting us keep working!
Another great boost was received Friday afternoon with a pledge of $17,000 for continued work which helps the contributions go much further.
At this point in time, the 2nd course piece is in Michigan to be used as a pattern; the steel for the new 2nd course patch is in transit; the components for the smokebox proper have been fabricated and are awaiting pickup in Milwaukee; the new 3rd course patch has been fabricated and is awaiting pickup in Milwaukee; we are awaiting a quote for staybolts; we have ordered the magnetic testing of the driver wheel centers; we have received the first batch of boiler studs that are 3/4 finished and we are formulating a request for quote for rivets.
I cannot say enough to thank all the people who are working so hard keeping us moving toward our goal. WE ARE DOING THIS!