
Disassembling 1385’s Pistons
Earlier in the rebuild of C&NW 1385, the cylinders were bored out to make them round once again. [See Nov. 26, 2015 post Driving Wheels and Frame Reunite]. The drawback of that operation is that now the pistons are a bit too small. Usually the only way around this dilemma was to either build up the edge of the piston with bronze or make a new piston. Fortunately for us, one of the decisions made over a hundred years ago is of great help to us today.
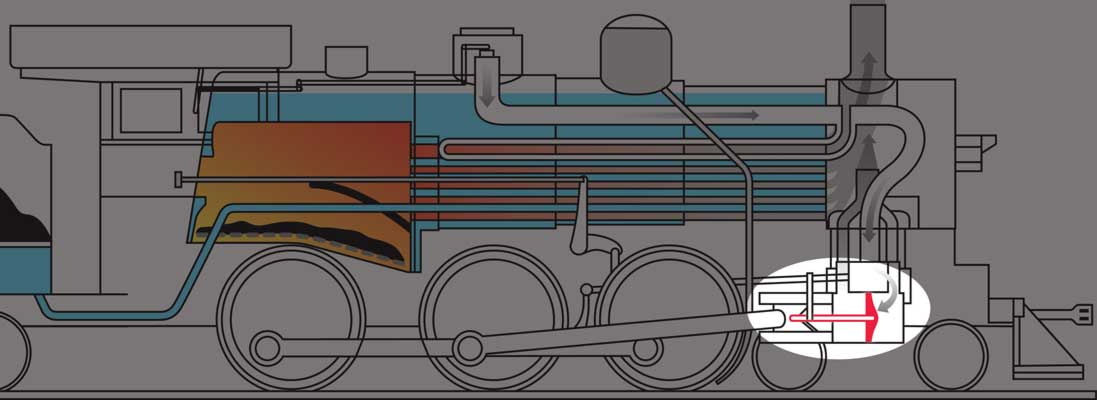
Location of cylinder/piston.
The C&NW decided to use a multi-part piston rather than a one piece casting in the R-1 class locomotive. There are two cast steel follower plates that hold what is called a bull ring sandwiched between them and they are bolted together. Once the bolts are extracted (or broken off) the front plate comes off and the bull ring slides off the rear plate. The outside diameter of the bull ring determines the size of the piston and the bull ring also has 2 grooves in it to carry the packing rings that actually make the steam-tight seal against the cylinder wall. A new bull ring for each piston will be machined to the proper size and fitted to the followers.

Both pistons tied down to the workbench for the process. Pete Deets photo.
-

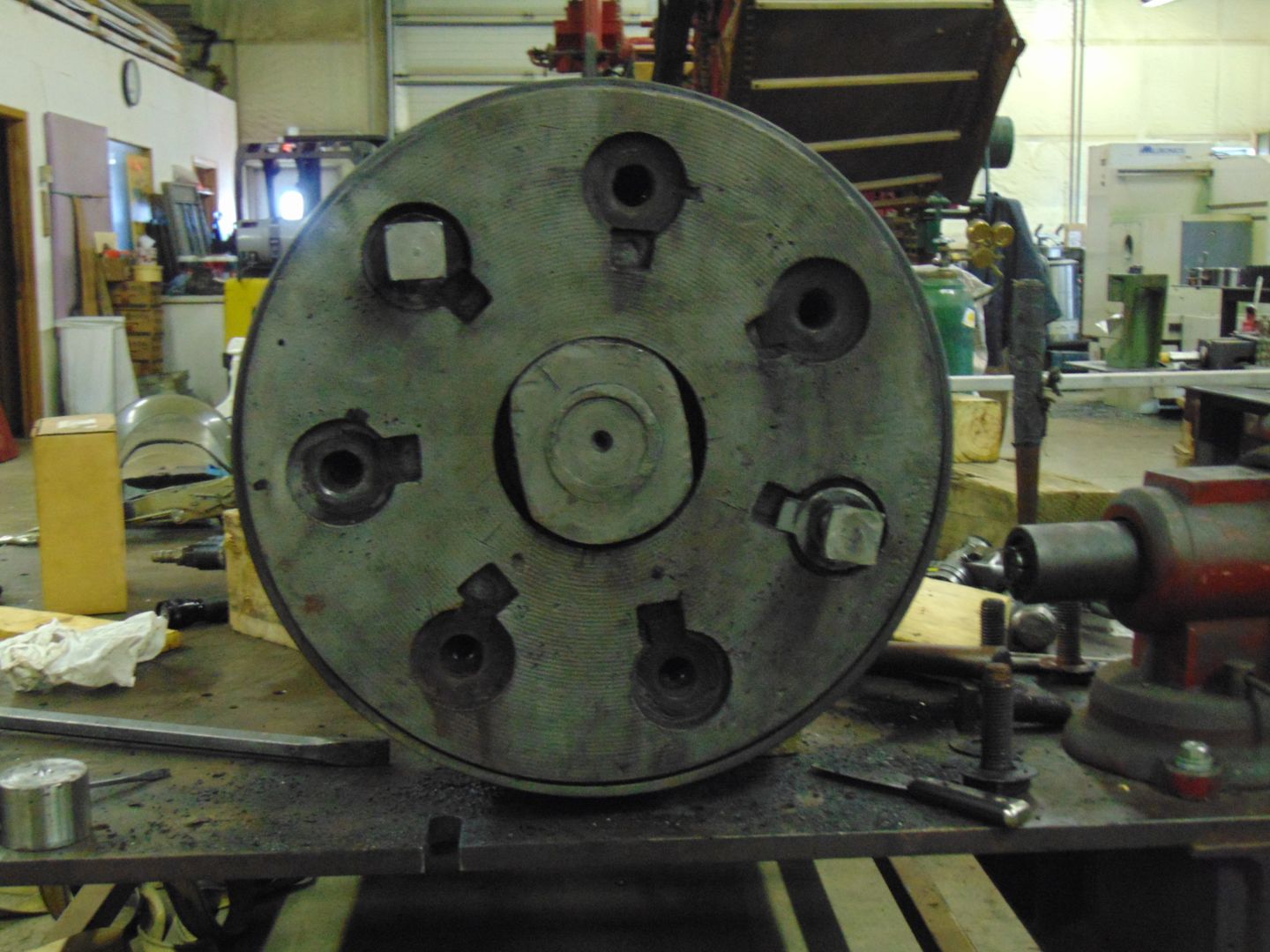
- The face of the piston with 2 of the bolts in place. Pete Deets photo.
-

- The face of the piston with 2 of the bolts in place. Pete Deets photo.

-

- After the front follower has been removed. Pete Deets photo.

-

- Side shot with the bull ring slid part way off. Pete Deets photo.

-

- Rear follower. Pete Deets photo.

-

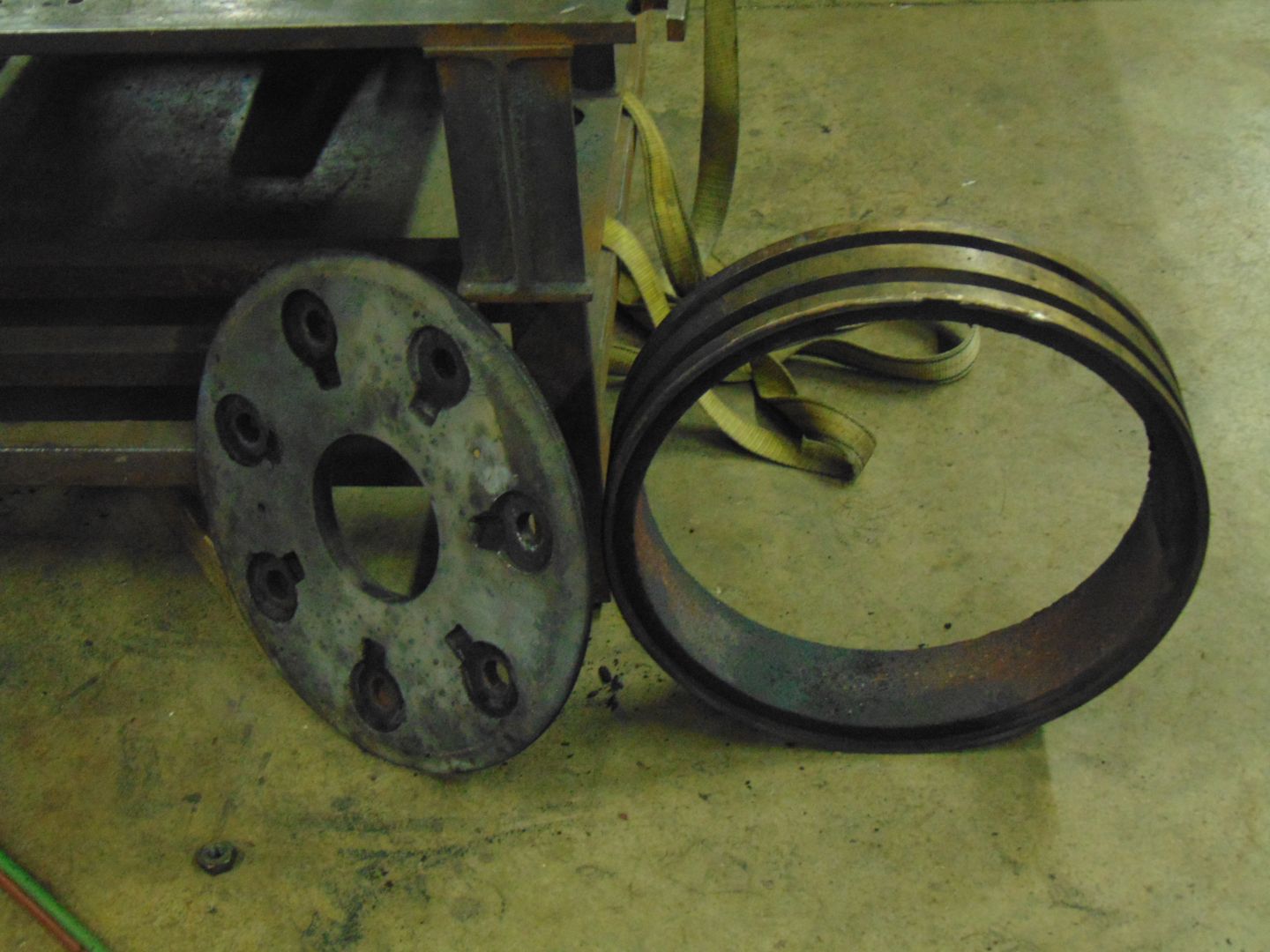
- Front follower and bull ring. Pete Deets photo.
One bull ring had been built up with bronze brazing rod as shown by the gold color in the below photo. One of the drawbacks in that approach is the heat needed to add the material can distort the shape of the bull ring which it did in this case and it made it difficult to remove from the rear follower.

Bull ring with bronze brazing rod buildup. Pete Deets photo.
An unanticipated find in this process was the bolts holding one piston together were quite badly corroded and several broke in the process of extraction. As seen in the below photo, two of the bolts that didn’t break are severely necked down. All new bolts are being produced to ensure the pistons hold together for a good long time.

Worn bolts. Pete Deets photo.