Mid-Continent Railway MuseumPosted on by Jeffrey Lentz
The assembly of C&NW 1385’s boiler began in earnest late last week at Continental Fabricators in St. Louis. Here are the latest photos from the shop floor, courtesy of Gary Bensman.
C&NW 1385’s front flue sheet. Jan. 21, 2018. Gary Bensman photo.
C&NW 1385’s backhead sheet. Jan. 21, 2018. Gary Bensman photo.
Mid-Continent Railway MuseumPosted on by Jeffrey Lentz
The first images are now available from the Continental Fabricators factory floor in St. Louis showing Chicago & North Western No. 1385‘s new boiler courses waiting to be assembled.
The pics are courtesy of Gary Bensman who is working at Continental Fabricators on another project at the moment. Continental reports they are moving the courses onto the set-up table this week.
C&NW 1385 boiler courses at Continental Fabricators. January 16, 2018. Gary Bensman photo.
C&NW 1385 boiler courses at Continental Fabricators. January 16, 2018. Gary Bensman photo.
Construction of the new boiler is anticipated to be completed in late March or early April 2018. The boiler will then be shipped to SPEC Machine in Middleton, Wis. where it will join the running gear and cab so final assembly of C&NW 1385 can begin. After reassembly is completed (estimated late 2018), the locomotive will be shipped via heavy-haul truck to Mid-Continent Railway Museum where its already-rebuilt tender awaits its arrival.
Upon its return home, 1385 won’t be quite ready to begin pulling passengers trains immediately. It will first need to go through a period of break-in runs and adjustments as well as undergo Federal Railroad Administration inspections before it is cleared to enter revenue service.
Mid-Continent Railway MuseumPosted on by Jeffrey Lentz
Specs and drawings are finished for the boiler and all current drawings have been released to Continental Fabricators in St. Louis, the manufacturer of Chicago & North Western #1385’s new boiler. Continental spent late November and December working on the firebox. The stay bolt layout is in full swing with cutting and fitting the sheets taking place in December.
Stay bolt sleeves and washout components are currently in process at SPEC Machine. Stay bolt lengths have been compiled so that work can begin on machining these components in preparation of the firebox assembly.
There will be an amount of trial and error with the sizing and tolerancing of some of the components. The welding process that each will endure during fitting to the boiler has the potential to distort the parts significantly. SPEC Machine is building some sample parts to try to simulate the installation process. These samples will better estimate how much distortion to expect so the appropriate adjustments can be made. This will require some extra work but will minimize the potential for these parts to cause issue on on the actual boiler.
The latest engineering work has been centered on the the steam dome. Designs are currently being reviewed by Continental Fabricators with an emphasis on compliance with American Society of Mechanical Engineers (ASME) code.
Continental Fabricators is currently set to begin production of the bulk of the boiler in early-to-mid January. Once production ramps up, things should move quickly with the new boiler anticipated to be completed in late March or April 2018.
Upon completion of the boiler, it will be shipped to SPEC Machine in Middleton, Wis. where it will be set onto the running gear. In the intervening three to four months, the 1385 Task Force and SPEC Machine personnel are doing their best to have the balance of the locomotive ready. The goal is to for the most part complete the repair phase on the rest of the locomotive so by the time the boiler arrives, efforts can be entirely focused on reassembly. The plan calls for having as many parts as possible finished being machined or cast so workers can simply grab an item from the shelf, attach it to the locomotive and move on to the next item. Areas that are going to be seeing attention in the coming weeks include items like grates, grate bearers, brackets, water glasses, throttle linkages, lubricators, journal pads, oil celler liners, and many other small but crucial parts.
Part of preparing the locomotive for the boiler’s arrival involved moving it into SPEC Machine’s new shop bay. The preexisting shop did not have adequate clearance for the 1385 in a fully assembled state so an expansion of the shop was required with a larger door and higher ceiling clearance. That construction project was completed in late fall 2017.
With the new shop bay ready, the next step was to move the 1385’s running gear to its new berth. What sounds like a relatively small task was anything but. Even without the tender, boiler, or cab to worry about, the locomotive’s running gear alone still weighs approximately 90,000 lbs. The first task was to construct temporary panel track into the new shop bay. Volunteers gathered at SPEC Machine on November 11th to construct 60 feet of new track.
MCRM volunteers Ed Ripp and Dick Gruber, both of whom’s careers are in the Wisconsin & Southern Railroad’s maintenance-of-way department, led the effort. The other volunteers, all of whom were new to track work, were ready and eager to be imparted with knowledge. Lessons included using the proper tools for the job and how to work smarter, not harder. Each person got a chance to try all the various tasks. Nancy Kaney, one of the first-time gandy dancers commented, “It was a great learning experience. Dick and Ed were really good teachers.”
11/11/2017. Laying track at SPEC Machine. Nancy Kaney photo.
11/11/2017. Laying track at SPEC Machine. Richard Colby photo.
With the panel track prepared, the next step was to move the partially reconstructed locomotive into the new shop bay, a distance of only about 30 feet. This took place December 18th. Volunteers began arriving around 5 a.m. to lubricate and tow the locomotive out the shop door. A crew from Ideal Crane Rental arrived at 7 a.m. and began setting up the crane and adding the necessary 100,000 lbs. of counterweights.
Crews add counterweights to the crane in preparation of the lift.
Lifting cables are attached and ready.
MCRM volunteer Ed Ripp looks on as the crew from Ideal Cranes readies for the lift.
By 9 a.m. a small crowd of 20 or so volunteers, family, friends, and well-wishers had gathered to watch the process. The first lift attempt occurred shortly after 9:30 a.m. but was was halted so that a few small brake components could be removed to avoid taking damage from the lifting cables. A few minutes later they were ready to try again but had to stop when the the fireman side of the locomotive was raising slightly faster than the engineer’s side. After a few minutes of adjusting the cable lengths, the crane operator tried once more, this time gracefully hoisting the roughly 90,000 lbs. and four years worth of hard work off the ground.
Attaching the 1385 to the crane.
Double-checking the attachments prior to lift.
Once last check before picking up the 90,000 lbs of running gear.
Volunteers look on as the crane begins to lift.
While the locomotive was suspended in the air, ground crews slowly spun the the locomotive’s running gear 180 degrees. Completing this maneuver now will simplify steam-up tests later this year by making it so the locomotive will only need to be pulled forward by 20 feet or less to have the smokestack clear of the building.
Suspended in mid-air, the ground crew begins to slowly rotate the locomotive.
Halfway through its rotation, the running gear is gradually positioned over the newly-built panel track.
Mike Wahl, 1385 Project Manager (Left), and Steve Roudebush, owner of SPEC Machine (right) check the locomotive’s alignment before it begins its decent down to the rails.
With seeming ease, the crane operator lined the locomotive directly over the track and gently lowered it onto its own wheels once again – the whole operation taking only a couple minutes once the wheels were off the ground.
Brett Morley (center), the project’s boiler engineer inspects the running gear before it is lowered.
The crane operator takes commands from the ground crew.
Safely on the ground, volunteers begin removing the lifting cables. SPEC Machine, located at an active farm, is an odd yet appropriate locale to restore a granger road locomotive.
Bobbie Wagner, an MCRM board member, snaps a photo of the activity. Also in the photo are two additional current and one former MCRM board members.
With the locomotive back on the rails, volunteers and crane crew went about removing the cables and attaching a custom made drawbar to allow a tractor to tow the locomotive inside its new berth. With the job complete, the crew disassembled the temporary panel track and headed into the shop for a chili lunch and to make plans for the next work session.
Mid-Continent Railway MuseumPosted on by Jeffrey Lentz
The Steam Readiness team is gearing up for the return of the C&NW 1385 next year. In late July an order was placed for a new water pump which is to be installed at the end of the line at Quartzite Lake. For the foreseeable future, it will serve as the museum’s primary locomotive water supply source. The water tower at North Freedom is not presently able to hold water due to deterioration of the wooden tank, plus it used to be fed by the Baraboo River, but the river’s poor water quality makes it unsuitable for future use. The museum’s well is only low capacity and is just adequate to keep up with restroom usage.
The new pump at Quartzite Lake is rated at 300 gallons per minute (the 1385’s rebuilt tender has a capacity of 7,500 gallons). A 2-1/2 inch fire hose will be utilized to get the water from the pump to a bottom-feed port built into the tender tank. This will eliminate the need for crew members to climb on top of the tender tank to take on water using the old water column—an important safety consideration given that many Mid-Continent volunteers are retirees and may not be as agile as the typical steam crews of yesteryear.
The 1385’s boiler progress continues to move forward at a steady pace. Initial assembly of some of the fundamental components identified several minor discrepancies. It was noticed that a few pieces of the raw material did not conform to the design tolerances. While the discrepancies did nothing to jeopardize the boilers construction, they did warrant an extensive review of the computations and detail drawings that support the firebox. This review was completed and addressed all of the issues adequately.
Continental Fabricators has spent the following weeks updating their engineering data to accommodate these revisions. This has caused some delay in the assembly of the boiler but fortunately no alterations are necessary. The task force members, working in conjunction with Continental’s Engineering team are nearing completion of this task. As soon as the data streams are re-aligned, work on assembling the boiler will resume. A new fabrication timeline will be developed as soon as work is ready to be resumed.
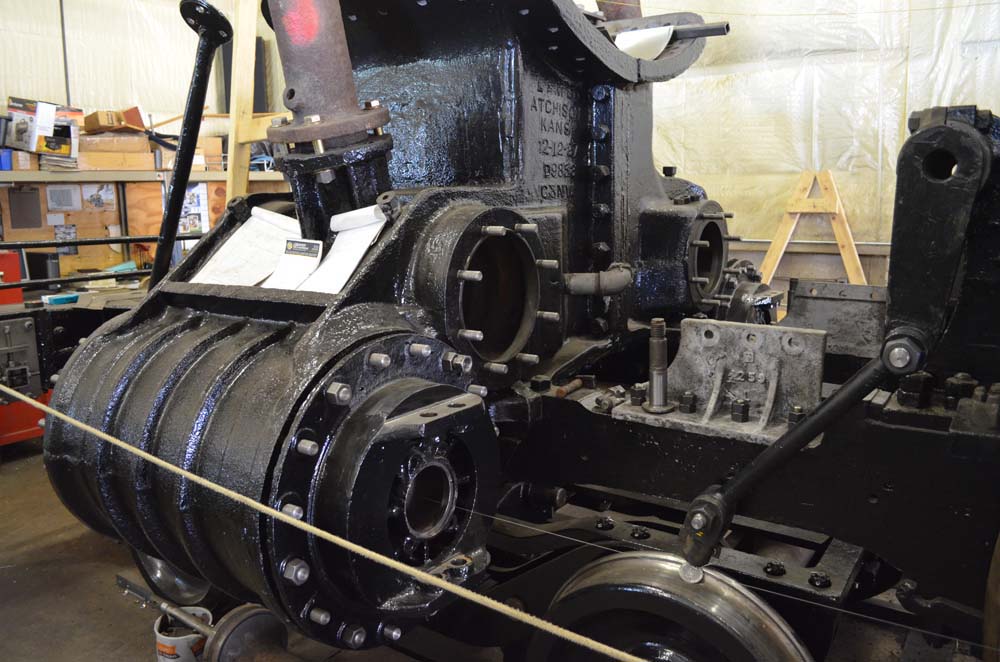
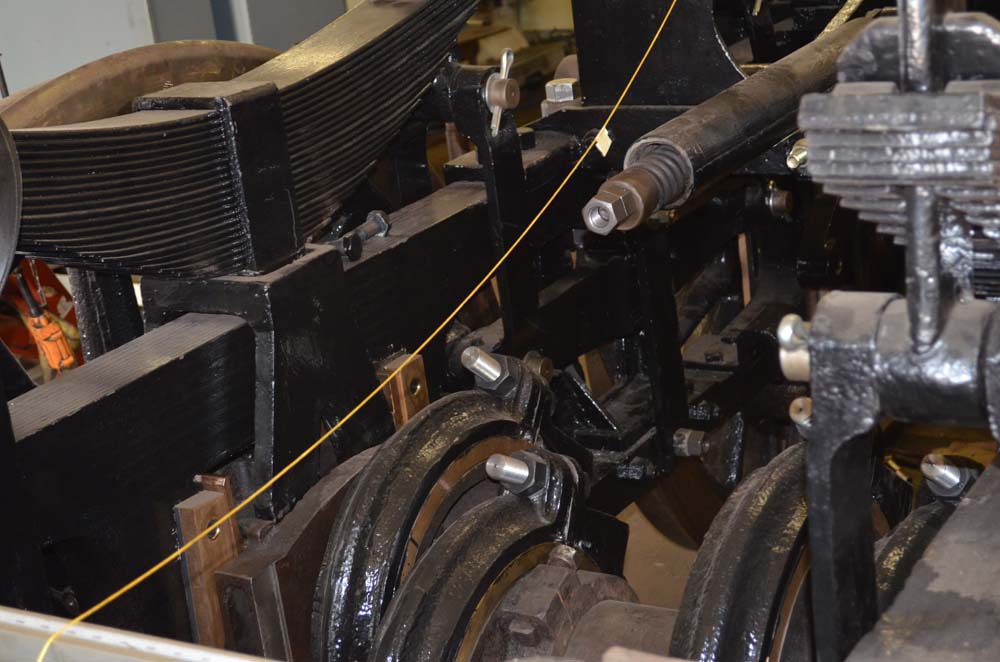
Meanwhile, Steve Roudebush and company at SPEC Machine have stayed busy working on other components of the locomotive. The photos and captions that follow highlight the recent work taking place at SPEC Machine’s shop in Middleton, Wisconsin.
Work on refurbishing the valve gear is mostly complete and installed. Unpainted parts used for mounting the brake cylinder can be seen being test fit and readied for installation after painting.
Because of their placement within the frame, the eccentrics are notoriously difficult to access [and photograph], but are seen installed on the main driving axle in the lower center portion of this photo.
The Stephenson gear’s link and link block (upper center of image) are in the process of being fabricated new because the original was worn through the heat treating.
The brake head mold was made by sacrificing one of the originals and welding up the worn areas to create the desired shape.
New return springs for the brake cylinder were found in Mid‑Continent’s inventory and soda blasted. These will replace the existing springs which were worn. Properly compressing the springs is one of the immediate tasks ahead.
A new cylinder lever shaft ready to be cut and drilled to replace the original.
Brand new freshly milled brake equalizers lay on a pallet ready for painting.
Brake connecting components ready for painting and a box of new pins ready to connect them all.
Locomotive electrical diagrams hang on the shop wall in preparation for MCRM volunteer and professional industrial electrician Allen Hinke to begin wiring the cab.
This is SPEC Machine’s new shop bay, built specifically with 1385’s clearance needs in mind. The running gear will be moved here in advance of the boiler’s arrival.
Report by Jeffrey Lentz with contributions from Brett Morley and Steve Roudebush.
Mid-Continent Railway MuseumPosted on by Jeffrey Lentz
Brett Morley, the 1385’s boiler engineering expert from Performance Engineering provided a brief update on the 1385’s boiler production as of mid-June for the museum’s member newsletter, the STEAMER. That article is reproduced here:
The flanged sheets worked on by Gary Bensman of Diversified Rail Services were completed and sent back to Continental Fabricators at the end of April. This was a little longer than we had hoped but the finished results were well worth the wait. I had instructed Continental not to proceed with any of the additional fabrication until the finished flanged sheets arrived and could be verified dimensionally. This proved to be a worthwhile wait as the sheets had to be altered a little in order to fit through one of Gary’s flanging dies. In order to fit his standard tooling he was forced to reduce the inside radius of the door sheet and rear flue sheet from 2” to 1.5”.
The deviation from the print does nothing to effect the boiler’s performance, nor would it be noticeable with the naked eye. It did however change the dimensions for the mud ring. We were able to adjust the boiler’s 3D model and produce a mud ring that fit the flanged sheets. Continental then proceeded to fabricate the mud ring to the new dimensions and ship it to SPEC Machine. It was test fitted for dimensional accuracy and all of the dimensions aligned as expected. While at SPEC we took the opportunity to drill and tap the underside of the mud ring to alleviate the need to do this after assembly. This negates the need to perform this task upside down ( a real pain). The completed mud ring was shipped back to Continental Fabricators at the end of May along with all of the new 5” flues that were previously housed at the museum.
Since the mud ring completion I have been updating the stay bolt layout for the throat sheet and backhead. The radius change required a slight change to the outer edge of the stay layout. We had known for some time that the original backhead layout needed some adjustment so this turned out to be the ideal time to perform this task. I completed the new layouts over in early June and began transferring them to Continental Fabricators on June 12th.